Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 43
6 - 2
YASNAC PCNC I/O Signal Function Manual Chapter 6: Operation Support Functions
6.1 Input and Output Signals of CNC Operation Modes
(1) Operation Mode Input Signals
These input signals define the operation modes of the CNC by the programmable controller.
For the CNC, the following eight (8) operation modes are provided.
An operation mode is determined by closing one of these input signals.
(a) RT: Manual Rapid Traverse Input Mode
When the “RT” input signal is “closed” with other “open”, the CNC enters the manual
rapid traverse mode. In this mode, it controls axis feed according to the input signal of
the manual feed direction and also the rapid override signal.
(b) JOG: Manual Jog Feedrate Selection Input Signals
When the “JOG” input signal is “closed” with other inputs “open”, the CNC enters the
manual jog feed mode. In this mode, it controls axis feed according to the input signal
of the manual feed direction.
(c) H: Pulse Handle Mode Input
When the “H” input signal is “closed” with other inputs “open”, the CNC enters the
pulse handle mode. In this mode, it controls axis feed according to axis selection and
the multiply setting signals by operation of the manual pulse generator.
(d) STP: Manual Step Feed Mode Input
When the “STP” input signal is “closed” with other inputs “open”, the CNC enters the
tape mode. In this mode, operation using CNC tape which is read by the tape reader is
enabled.
By setting the appropriate parameter, it is possible to input a part program from the
RS-232C interface instead of using the tape reader.
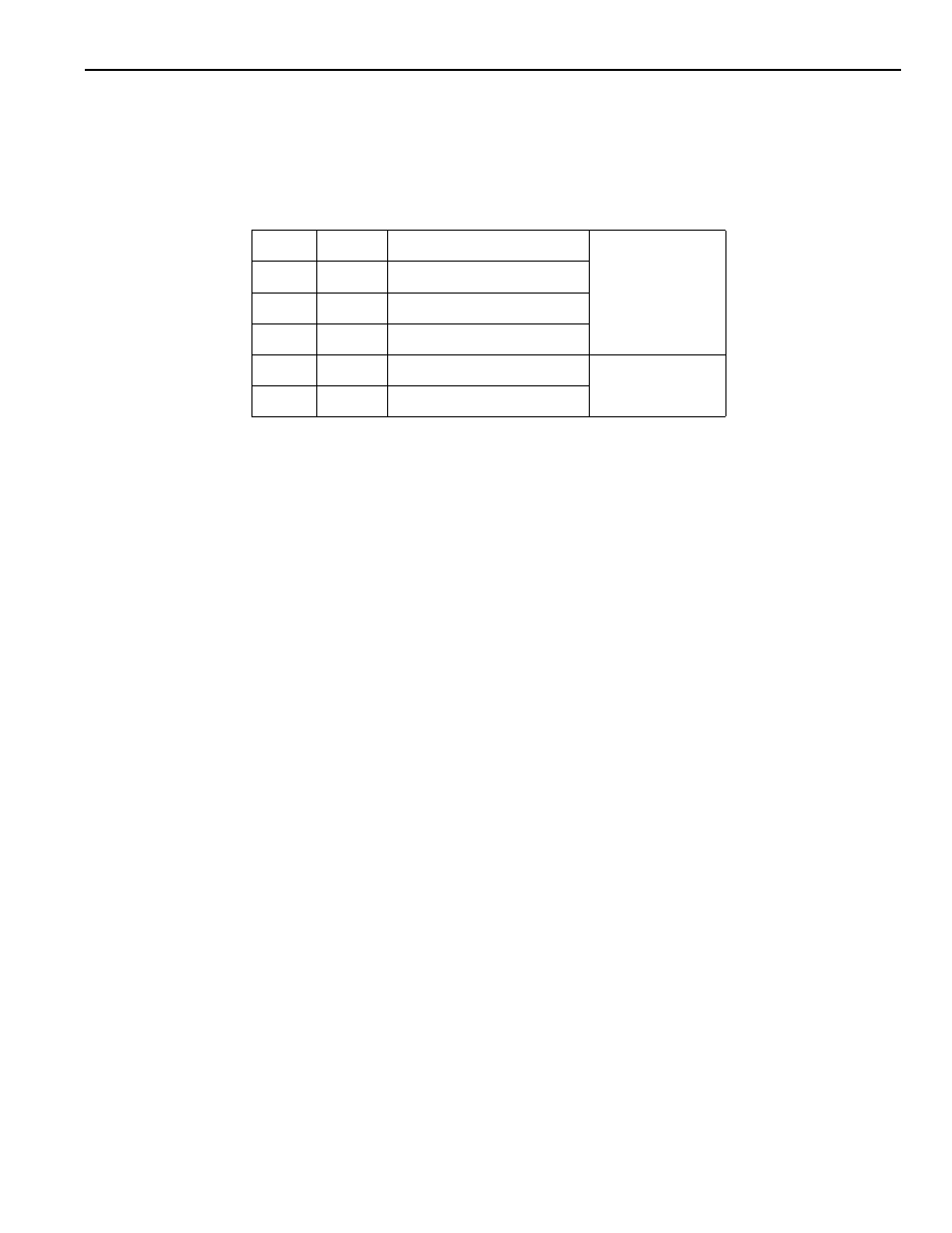
RT
#30000
Manual rapid traverse mode
Manual mode
JOG
#30001
Manual jog feed mode
H
#30002
Manual pulse handle mode
STP
#30003
Manual skip feed mode
MDI
#30005
Manual data input mode
Automatic mode
MEM
#30006
Memory mode