Fig. 10.2 servo off time chart – Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 96
10 - 10
YASNAC PCNC I/O Signal Function Manual Chapter 10: Safety and Maintenance Functions
10.16 Servo OFF Input Signal
The servo OFF input signal is used to clamp an axis mechanically for carrying out heavy duty
cutting, etc.
When the contact of the signal SVOFX to SVOF5 is ”closed”, the servo lock of the X- to
5th-axis is released. For clamping the machine, use an M function or other appropriate function.
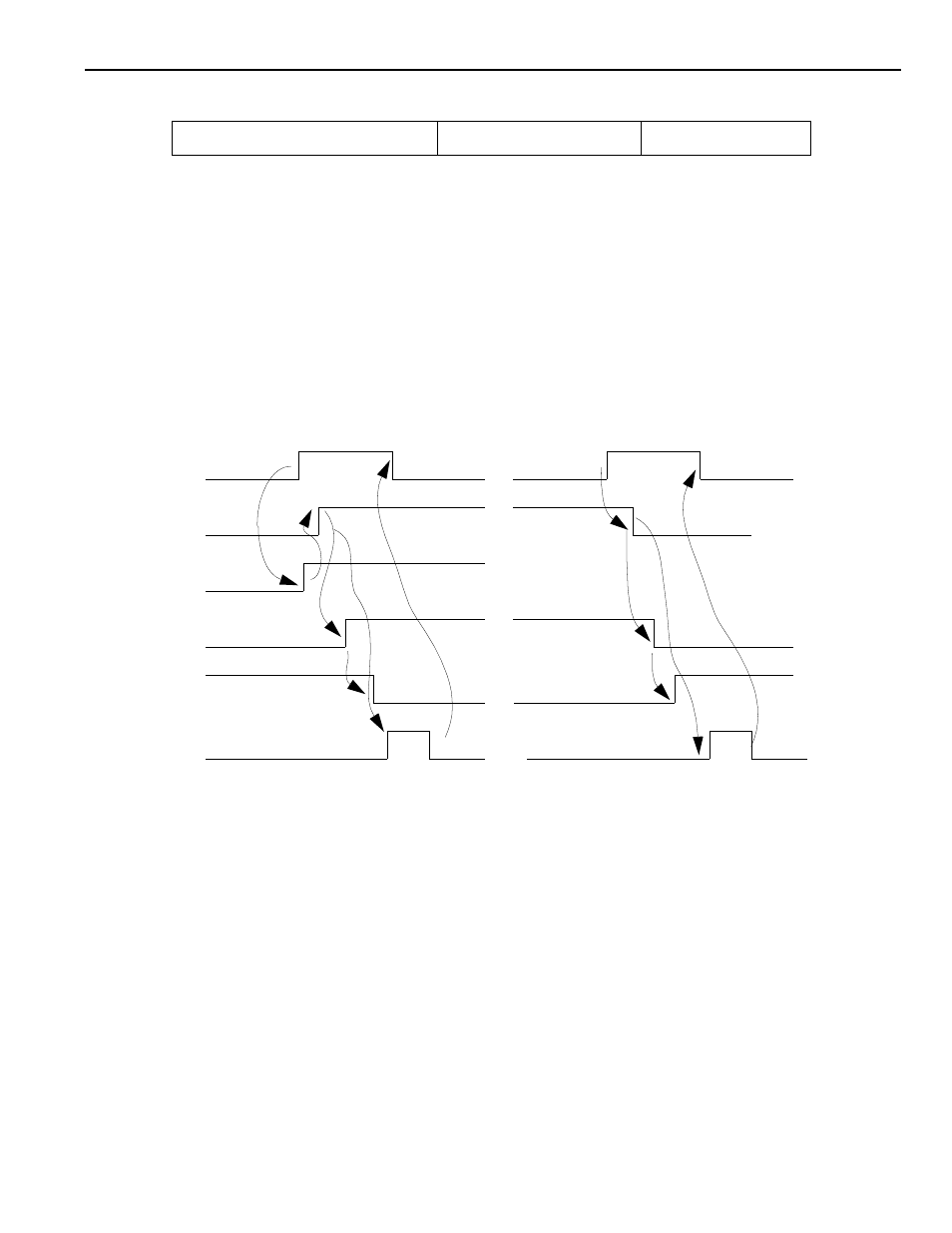
The time chart of the servo OFF signal, mechanical clamp, auxiliary function and servo ready
(SRDX to SRD5) is shown in Fig. 10.1. Note that the clamp signal must be output only after
the output of the positioning complete signal (DEN).
Follow-up processing is possible by setting an appropriate parameter.
Follow-up Processing:
If the machine is moved due to mechanical clamping/unclamping operation, the PCNC present
position data is changed so that the error counter value will be “0”, assuming that the correspond-
ing movement command has been given. In this case, although the machine stays in the offset
position even if the SVOFF signal returns to the “opened” state, the machine moves to the correct
position when an absolute command is given next, since the PCNC present position data corre-
sponds to the actual machine position.
Conversely, if follow-up processing is not executed, the mechanically moved amount remains in
the errorcounter as the servo controlled movement distance. In this case, the machine will move to
cancel this error amount when the servo OFF signal returns to the “closed” state requiring special
attention.
Serv OFF Input Signal
SVOFX to SVOF5
#30790 to #30794
Clamping Operation
M code output
Mechanical clamp
SVOFX to 5
DEN
SRDX to 5
M-FIN
Unclamping Operation
M code output
Mechanical clamp
SVOFX to 5
SRDX to 5
M-FIN
Fig. 10.2 Servo OFF Time Chart