Plunge longitudinal/transverse, 4 roughing cy cles – HEIDENHAIN MANUALplus 4110 User Manual
Page 109
HEIDENHAIN MANUALplus 4110
109
4.4 Roughing Cy
cles
Plunge longitudinal/transverse
Call the "Roughing, longitudinal/transverse" cycles.
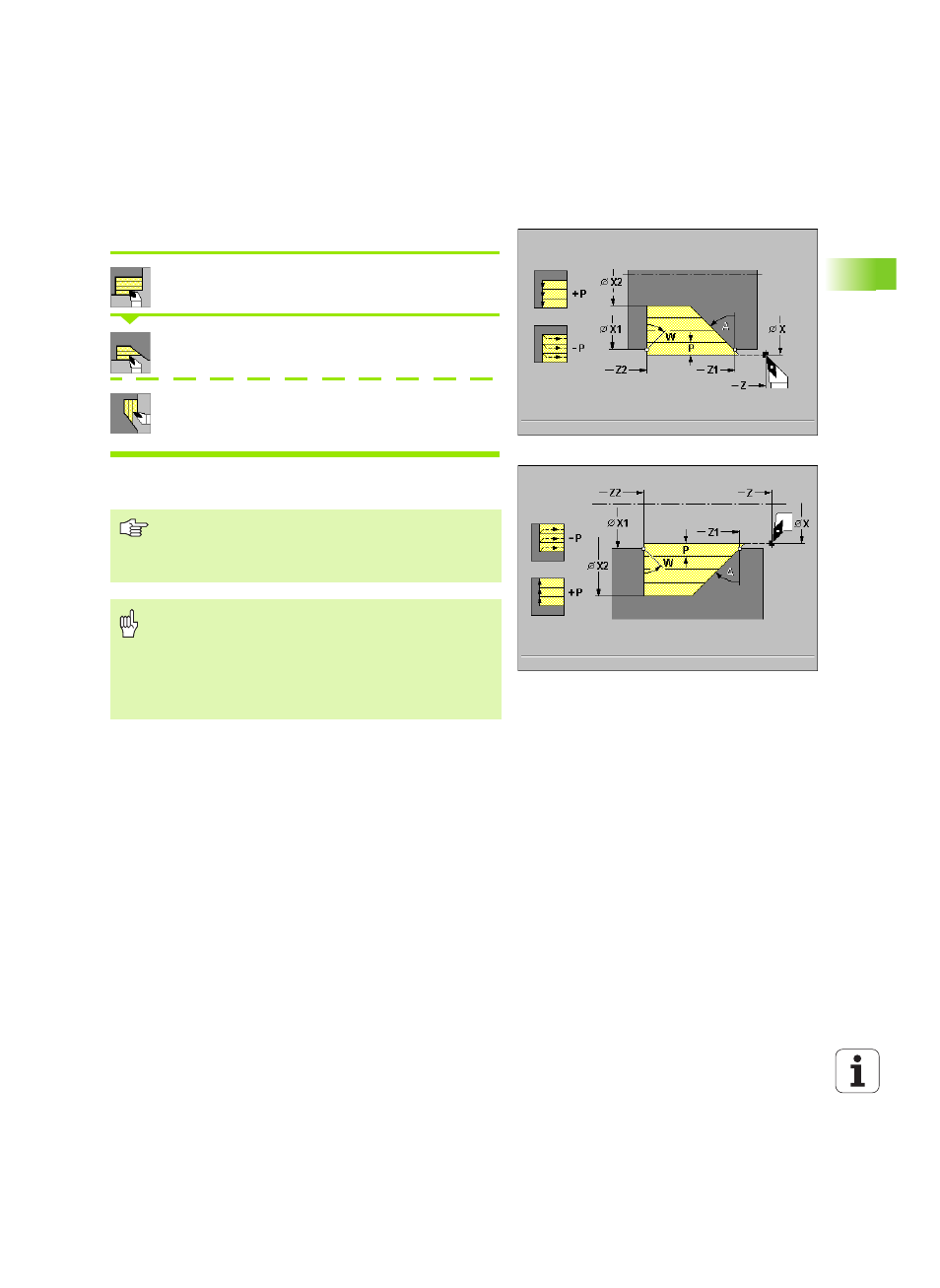
Select "Plunge longitudinal" (see figures at right).
Select "Plunge transverse" (see figures on the
following page).
This cycle machines the area defined by X1/Z1, X2/Z2 and plunging
angle A.
Cycle parameters
X, Z starting point
X1, Z1 contour starting point
X2, Z2 contour end point
P infeed depth:
Maximum infeed depth
P>0: Machine contour outline.
P<0: Retract by 1 mm at 45°.
A plunging angle
(default: 0°): Range: 0° <= A < 90°
W end angle:
Oblique cut at contour end—Range: 0° <= W < 90°
T tool number
S spindle speed / cutting speed
F feed per revolution
The steeper the tool plunges into the material, the
greater the feed rate decrease (max. 50%).
Pay attention to the dimensions of facing tools (see
“Facing tools” on page 419).
Danger of collision!
If the tool angle and the tool point angle have not been
defined, the tool plunge-cuts at the plunging angle. If the
tool and point angles have been defined, the tool plunge-
cuts at the maximum possible plunging angle. In this case,
the resulting contour will not be completely finished and
may need to be reworked.