Tool change point g14, 4 t o ol p o sitioning without mac h ining – HEIDENHAIN MANUALplus 4110 User Manual
Page 291
HEIDENHAIN MANUALplus 4110
291
6.4 T
o
ol P
o
sitioning without Mac
h
ining
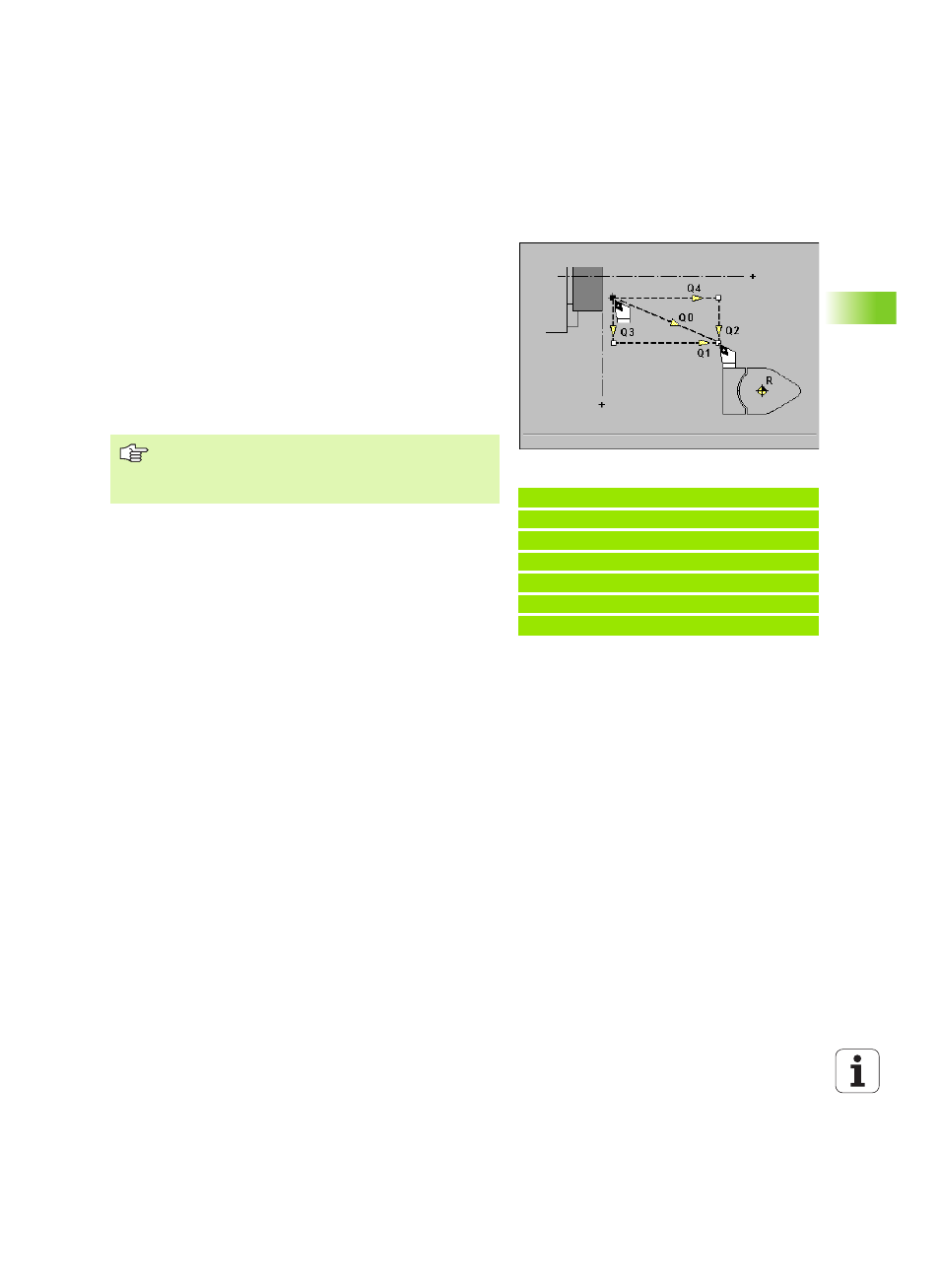
Tool change point G14
The slide moves at rapid traverse to the tool change position. In setup
mode, define permanent coordinates for the tool change point (see
“Defining the tool change position” on page 52).
Parameters
Q sequence
(default: 0): Determines the sequence of traverse.
Q=0: Diagonal path of traverse
Q=1: First X, then Z direction
Q=2: First Z, then X direction
Q=3: Only X direction, Z remains unchanged
Q=4: Only Z direction, X remains unchanged
Example: G14
%14.nc
[G14]
N1 G14 Q0
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
N.. . . .
END
G14 is converted to the basic commands "Rapid traverse
to machine coordinates G701." With G701, "target point X,
Z" is referenced to the machine zero point. The slide is
referenced to the slide reference point.