Simple recessing cycle, axial g865 / radial g866, 13 recessing cy cles – HEIDENHAIN MANUALplus 4110 User Manual
Page 328
328
6 DIN Programming
6.13 Recessing Cy
cles
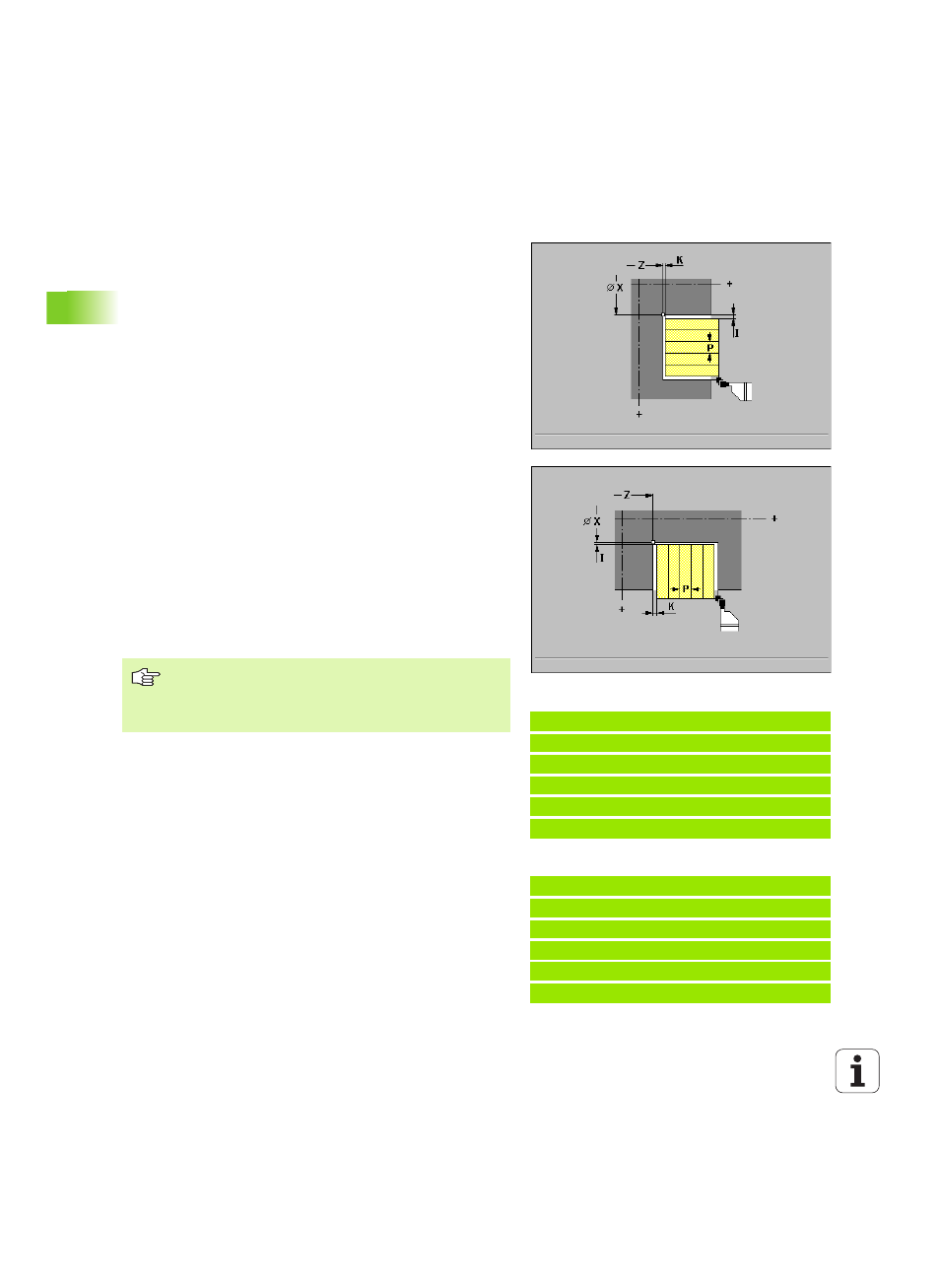
Simple recessing cycle, axial G865 / radial G866
The cycles axially/radially machine the rectangle described by the tool
position and "X, Z."
Parameters
X base corner X
(diameter value)
Z base corner Z
P recessing width
P is not defined: Infeeds <= 0.8 * cutting width of tool
P is defined: Infeeds <= P
I oversize X
(default: 0)
K oversize Z
(default: 0)
Q roughing/finishing
Q=0: Only roughing
Q=1: The recess is first rough-machined with consideration of the
oversizes and then finish-machined at finishing feed E.
E finishing feed rate
or dwell time
For Q=0: Dwell time (for chip breaking)—default: Time of two
revolutions
For Q=1: Finishing feed—default: Active feed rate
Note on the execution of the cycle:
MANUALplus determines the cutting direction from the current tool
position relative to the starting point / end point of the contour area.
Tool position at the end of the cycle: Cycle starting point
Example: G865
%865.nc
[G865]
N1 T38 G95 F0.15 G96 S200 M3
N2 G0 X120 Z1
N3 G865 X102 Z-4 I0.5 K0.2 Q1 E0.11
END
Example: G866
%866.nc
[G866]
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z-18
N3 G866 X54 Z-30 I0.2 K1 Q1 E0.12
END
Cutting radius compensation: Active.
G57/G58 oversizes are taken into account if I/K is not
programmed. After the cycle has been executed, the
oversizes are canceled.