Operation, Warning, Check torch – Hypertherm HT200LHF-200 Volt HySpeed User Manual
Page 165: Turn gases on, Hyspeed, Ht2000lhf
APPENDIX A: ARGON-HYDROGEN CUTTING AND GOUGING
HySpeed HT2000LHF
Instruction Manual
a-5
6
WARNING
Before operating this system, you must read the Safety section thoroughly! Verify main disconnect
switch to the power supply is OFF before proceeding with the following steps
Operation
Prior to operation, ensure that your cutting environment and that your clothing meet the safety requirements
outlined in the
Safety
section of this manual. If problems occur during operation, refer to the
Installation
portion of
this section as well as
Section 3
.
Note: For operation without argon-hydrogen manifold, see
Section 4: Operation.
Check Torch
1. Remove the consumables from the torch and check for worn or damaged parts.
Always place the
consumables on a clean, dry, oil-free surface after removing. Dirty consumables can cause the
torch to malfunction.
• Check the pit depth of the electrode. The electrode should be replaced when the depth exceeds
.044 inch (1.1 mm).
• Wipe the current ring in the torch with a clean paper towel or Q-tip (see Figure 4-7).
• Refer to the
Argon-Hydrogen Cut Charts
to choose the correct consumables for your cutting needs.
2. Replace the consumable parts. Refer to
Changing Consumable Parts
in
Section 4
for detailed information
on replacing consumables.
3. Ensure that the torch is squared to the material. Refer to
Section 3
for the torch alignment procedure.
4. Verify that argon-hydrogen cable 14X1 is connected to the argon-hydrogen manifold.
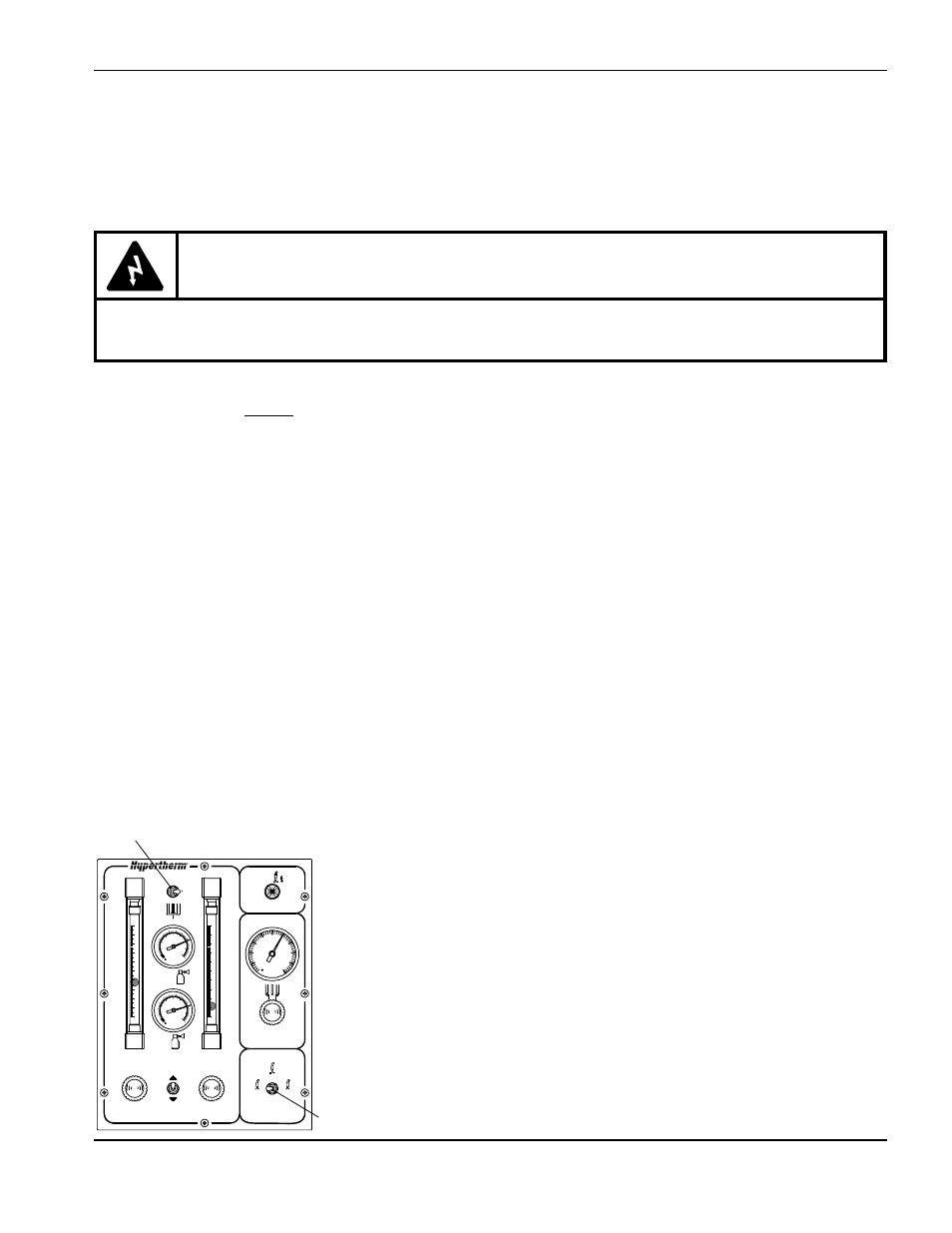
Turn Gases On
1. Set S2 toggle switch on the gas console to Run
.
2. Set S1 switch to the N2/Air position.
3. Turn the argon-hydrogen gas supply and the nitrogen gas supply ON
.
Verify that the oxygen and air gas supplies remain OFF.
• Adjust the argon-hydrogen plasma gas supply regulator to read
120 psi +/- 10 psi (8.2 bar +/- 0.7 bar).
• Adjust supply regulator for shield gas to read 90 psi +/- 10 psi
(6.2 bar +/- 0.7 bar).
PLASMA
N
2
/Air
O
2
SHIELD
N
2
/Air
psi
psi
psi
DC
N
2
/Air
O
2
O
2
PLASMA
Cut Flow
PreFlow
PreFlow
Run
10
9
8
7
6
5
4
3
2
1
0
10
9
8
7
6
5
4
3
2
1
0
Test
Preflow
Test
Cutflow
HySpeed
®
HT2000LHF
®
S1
S2