HEIDENHAIN iTNC 530 (340 49x-05) Pilot User Manual
Page 210
210
Gra
phica
lly Testing and
Runnin
g a Unit Program
Mid-program startup (block scan, FCL 2 function)
With the mid-program startup function (block scan) you can run a part
program from any desired line number. The TNC scans the program
blocks up to that line number and displays the contour (select the
PROGRAM + GRAPHICS screen layout).
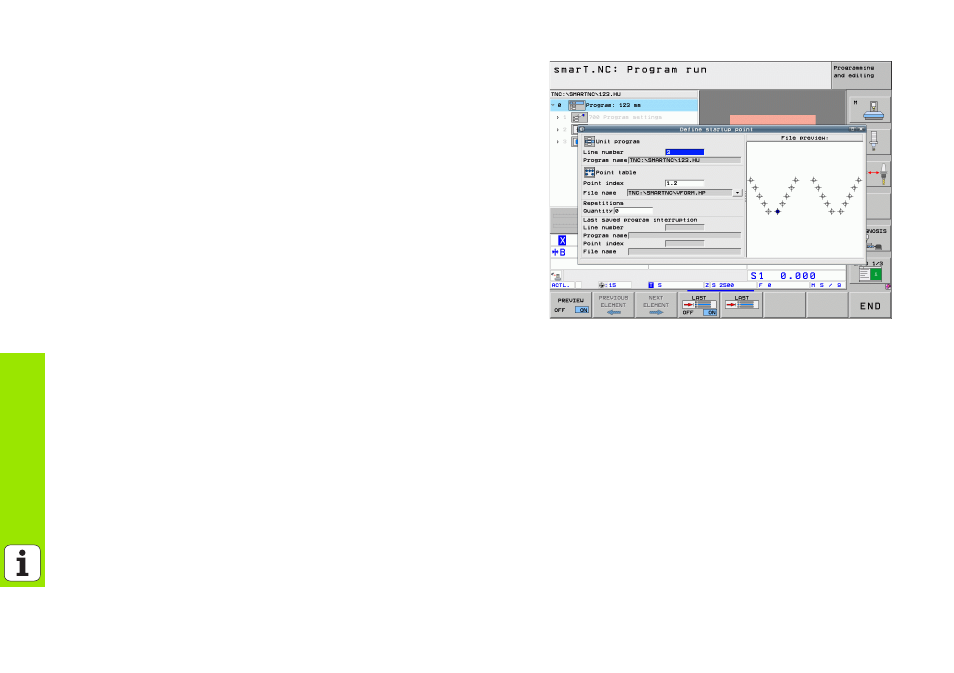
If the start-up point lies on a machining step in which you have defined
two or more machining positions, you can select the desired start-up
point by entering a point index. The point index contains the position of
the point in the input form.
You can select the point index very conveniently if you have defined the
machining position in a point table. Then smarT.NC automatically shows
the defined machining pattern in a preview window in which you can
select a start-up point by soft key.