Mild steel – Hypertherm HD4070 Rev.1 User Manual
Page 147
OPERATION
4-22
HyPerformance HD4070
Instruction Manual
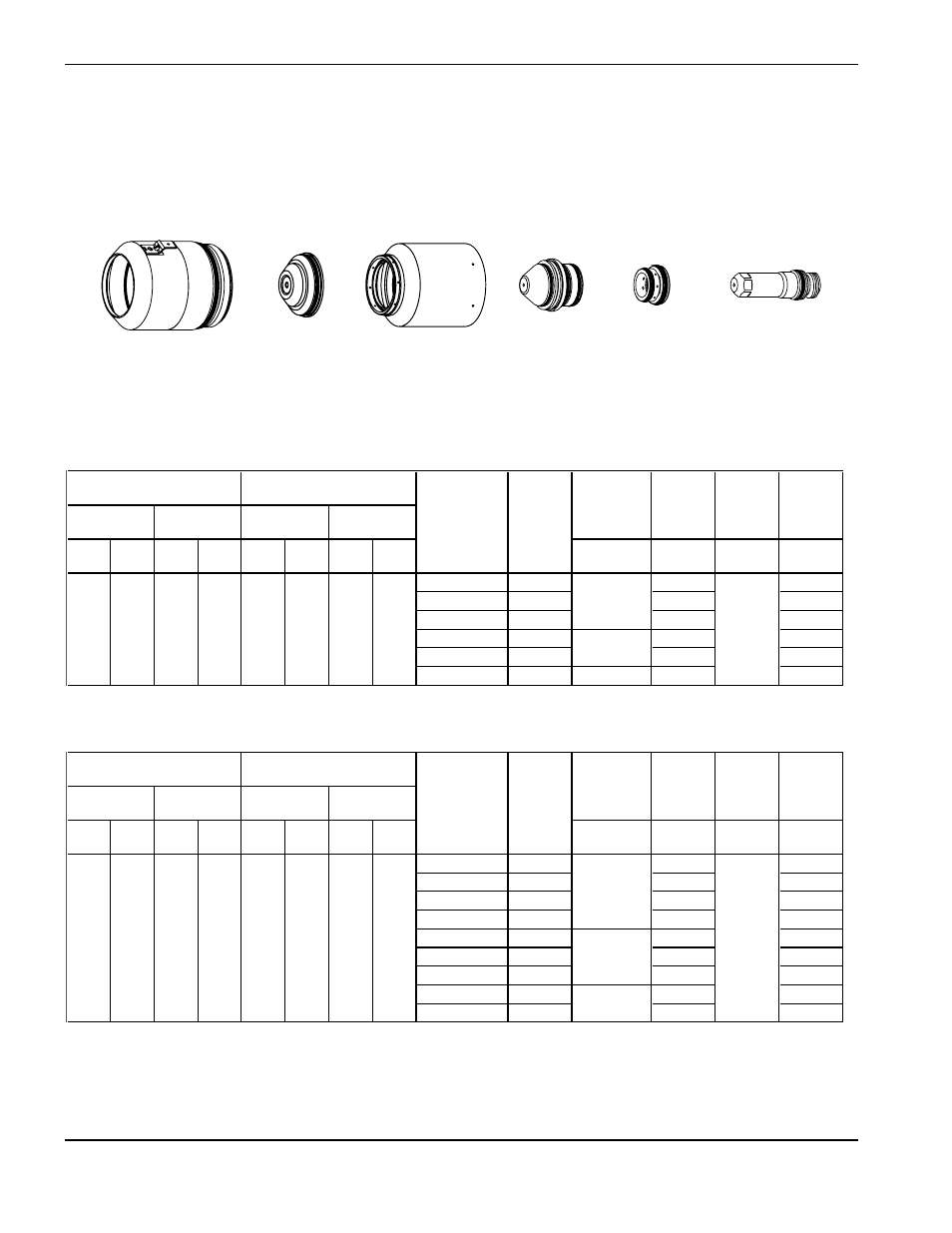
Mild steel
O
2
Plasma / O
2
-N
2
Shield
200A Cutting
220398
220356
220355
220354
220353
220352
Pierce height = torch-to-work distance X pierce height factor
Metric
English
O2
N2
O2
N2
O2
N2
O2
N2
in
ipm
%
seconds
5/16
126
170
0.3
3/8
127
140
0.3
7/16
127
127
0.4
1/2
128
115
0.5
9/16
130
97
0.6
5/8
132
80
0.6
3/4
135
65
0.7
7/8
138
55
0.8
1
141
45
1.0
35
12
0
75
90
45
200
0.130
62
20
Torch-to-
Work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay
Test Preflow Rate (%)
Test Cutflow Rate (%)
Material
Thickness
inch
Arc
Voltage
Plasma
Shield
Plasma
Shield
0.160
0.200
O2
N2
O2
N2
O2
N2
O2
N2
mm
mm/m
%
seconds
8
126
4250
0.3
10
127
3450
0.3
12
128
3050
0.5
15
132
2275
0.6
20
135
1575
0.8
25
141
5.0
1175
1.0
12
35
Pierce
Height
Factor
Pierce
Delay
Plasma
Shield
Plasma
Shield
Material
Thickness
millimeters
Arc
Voltage
Torch-to-
Work
distance
Cutting
Speed
4.0
3.3
Test Preflow Rate (%)
Test Cutflow Rate (%)
45
90
75
0
20
62
200
1