Cnc interface cable – power supply to cnc -18, Cnc interface cable – power supply to cnc – Hypertherm HD4070 Rev.1 User Manual
Page 70
INSTALLATION
3-18
HyPerformance HD4070
Instruction Manual
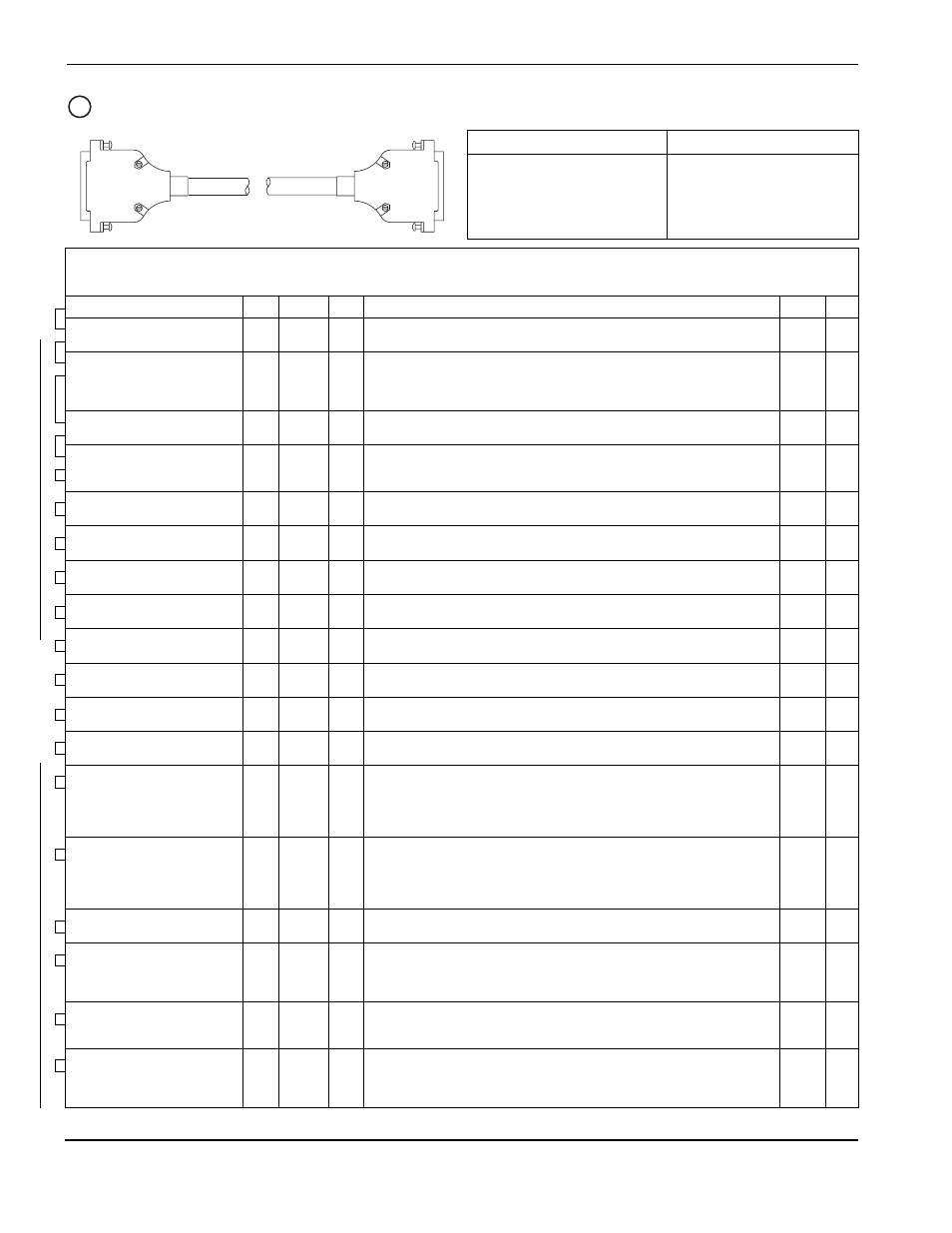
CNC interface cable – power supply to CNC
10
Part no.
Length
123437
3 m (10 ft)
123438
6 m (20 ft)
123439
7.5 m (25 ft)
123440
9 m (30 ft)
123441
12 m (40 ft)
Part no.
Length
123442
15 m (50 ft)
123443
23 m (75 ft)
123444
30.5 m (100 ft)
123445
46 m (150 ft)
1X3
*
See notes on next page
Power
supply
CNC-
Input/
Signal name
end
Color
end
Function
Output Notes
NC
Blue
NC
Not connected
*
Interlock -
19
White
19
Allows installation of an emergency stop switch (normally closed).
Input
Interlock +
37
Black
37
If CNC interlock is not used, install a jumper wire to close.
Input
Motion
18
White
18
Verifies to CNC that a pierce delay is complete and notifies CNC to
Output
1
Motion
36
Orange 36
start movement of the cutting machine. For multiple plasma systems on
Output
the same cutting machine, this signal should be logically ANDed from all
connected plasma systems.
Transfer
17
Green
17
Notifies the CNC that a successful arc transfer has occurred. This signal is
Output
1
Transfer
35
Brown
35
similar to motion, but does not include the programmed pierce delay time. Output
Ground
16
Green
16
Ground
34
Yellow
34
Ground
15
Green
15
Machine Cable Installed +
33
Blue
33
Verifies that the CNC machine cable has been installed.
Input
3
Machine Cable Installed -
14
Green
14
Input
System Error +
32
White
32
Notifies the CNC motion controls that a plasma system error has occurred
Output
2
System Error -
13
Green
13
Actual error can be queried from serial interface.
Output
Spare Output 1 +
31
Orange 31
Spare output
Output
2
Spare Output 1 -
12
Red
12
Output
Spare Input 1 +
30
Brown
30
Spare input
Input
3
Spare Input 1 -
11
Red
11
Input
Spare Input 2 +
29
Yellow
29
Spare input
Input
3
Spare Input 2 -
10
Red
10
Input
Retract Complete +
28
Blue
28
Verifies to the CNC that the torch has retracted.
Output
2
Retract Complete -
9
Red
9
Output
Spare Output 2 +
27
Green
27
Spare output
Output
2
Spare Output 2 -
8
Red
8
Output
Spare Output 3 +
26
White
26
Spare output
Output
2
Spare Output 3 -
7
Red
7
Output
Ready to Fire +
25
Orange 25
This signal is used in multiple plasma systems. It notifies the CNC that the
Output
2
Ready to Fire -
6
Black
6
THC completed the IHS cycle and preflow is complete, indicating that the
Output
torch is ready to fire. This signal and the CNC Plasma Sync signal are
used together. For multiple plasma systems on the same cutting machine
this signal should be logically ANDed to indicate that all machines are ready.
Plasma Sync +
24
Brown
24
This signal is used in multiple plasma systems. It delays torch firing, but
Input
3
Plasma Sync -
5
Black
5
allows the preflow gases to flow. This signal and the ready-to-fire signal
Input
are used together. For multiple plasma systems on the same cutting
machine, this signal should be removed simultaneously to all connected
plasma systems so all torches will fire simultaneously.
Corner Hold +
23
Yellow
23
On systems with a command THC installed, When this signal is active it
Input
3
Corner Hold -
4
Black
4
override the arc voltage control and hold the torch height constant.
Input
System Start +
22
Blue
22
Initiates the start of a programmed plasma system cut cycle. This signal
Input
3
System Start -
3
Black
3
must be maintained for the duration of the cut. For multiple plasma
Input
systems on the same cutting machine, this signal should be activated
simultaneously to all machines.
CNC TX +
21
Green
21
RS - 422 serial transmitter. Transmits data from CNC to plasma system.
Input
3
CNC TX -
2
Black
2
Used to set up plasma process information and query for plasma status
Input
information. See serial command list for full description.
CNC RX +
20
Red
20
RS - 422 serial receiver. Receives data from plasma system to CNC
Output
CNC RX -
1
Black
1
controls. Used to report plasma system status and error information in
Output
response to commands from the CNC controller. See serial command list
for full description.
T
wisted Wire Pairs