Positioning with manual data input (mdi), Before you machine the workpiece, Taking the tool radius into account – HEIDENHAIN NC 124 User Manual
Page 38
4
Positioning with MDI
38
TNC 124
Positioning with Manual Data Input (MDI)
For many simple machining processes, for example if a machining
process is to be executed only once, or if you are machining simple
geometrical shapes, it would be too time-consuming to enter the in-
dividual machining steps in an NC program.
In the POSITIONING WITH MDI mode of operation you can enter
all data directly instead of storing them in a part program.
Simple milling and drilling operations
Enter the following nominal position data manually in the POSI-
TIONING WITH MDI
mode of operation:
Coordinate axis
Position value
Radius compensation
The TNC then moves the tool to the desired position.
Pecking and tapping, hole patterns, rectangular pocket milling
The POSITIONING WITH MDI mode of operation also supports
the TNC Cycles (see Chapter 7):
Pecking
Tapping
Bolt hole circle patterns
Linear hole patterns
Rectangular pocket
Before you machine the workpiece
➤ Select the desired datum point
(see Selecting datum points).
➤ Insert the tool.
➤ Pre-position the tool to prevent the possibility of damaging the
tool or workpiece.
➤ Select an appropriate feed rate F.
➤ Select an appropriate spindle speed S.
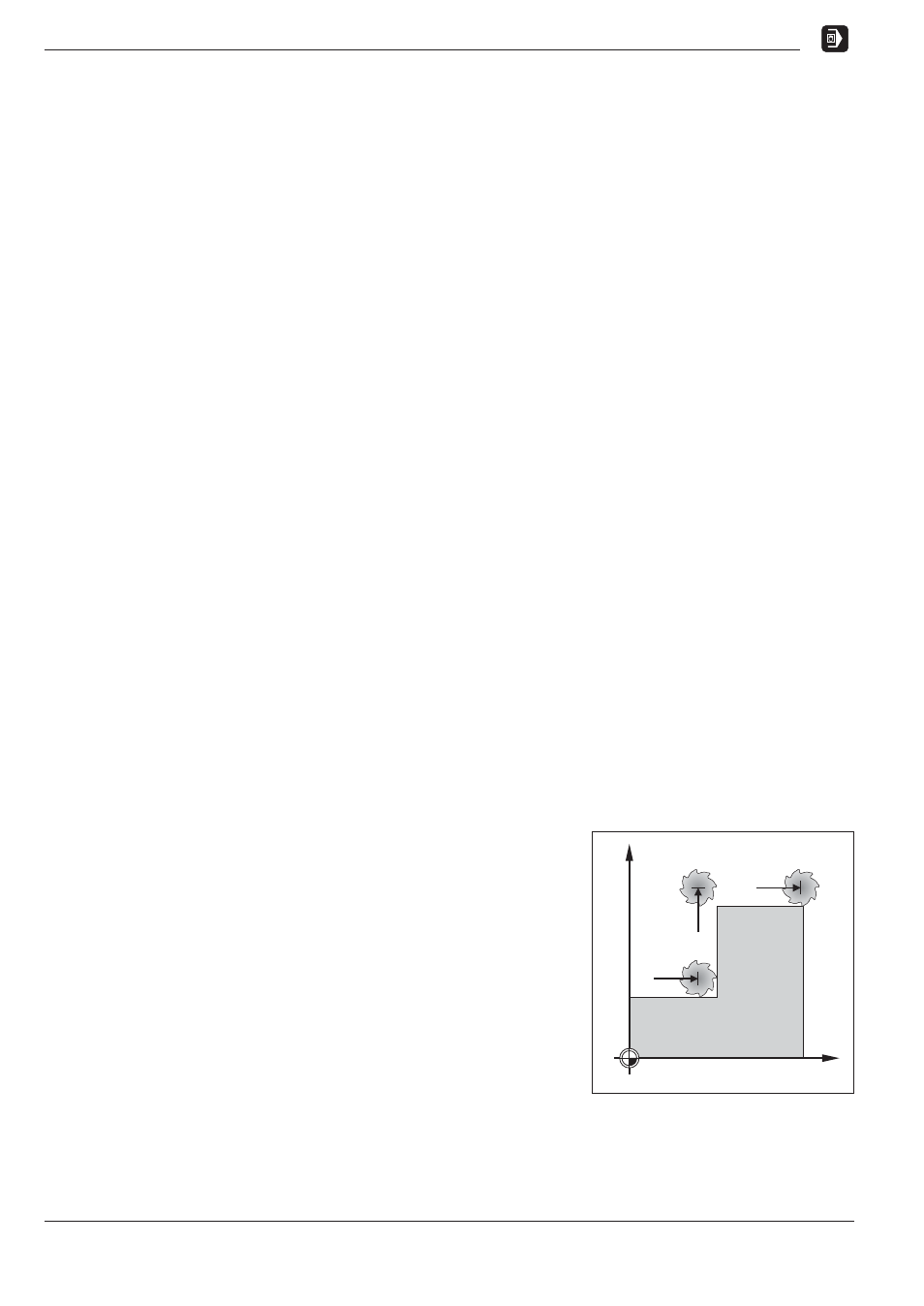
Taking the tool radius into account
The TNC can compensate for the tool radius (see Fig. 4.1).
This allows you to enter workpiece dimensions directly from the
drawing. The remaining distance is then automatically lengthened
(R+) or shortened (R) by the tool radius.
Entering tool data
➤ Press MOD.
➤ Choose the soft key Tool Table.
➤ Enter the tool number.
➤ Enter the tool length.
➤ Enter the tool radius.
➤ Select the tool axis via soft key.
➤ Press the Tool Call soft key.
4
R–
R+
Y
X
R0
Fig. 4.1:
Tool radius compensation