HEIDENHAIN NC 124 User Manual
Page 97
8
Subprograms and Program Section Repeats
TNC 124
97
Program section repeats
A program section repeat is entered like a subprogram. The end of
the program section is identified simply by the command to repeat
the section.
Label 0 is therefore not set.
Display of the CALL LBL block with a program section repeat
The screen displays (for example): CALL LBL 1 REP 10 / 10 .
The two numbers with the slash between them indicate that this is a
program section repeat. The number in front of the slash is the
number of repeats you entered. The number behind the slash is the
number of repeats remaining to be performed.
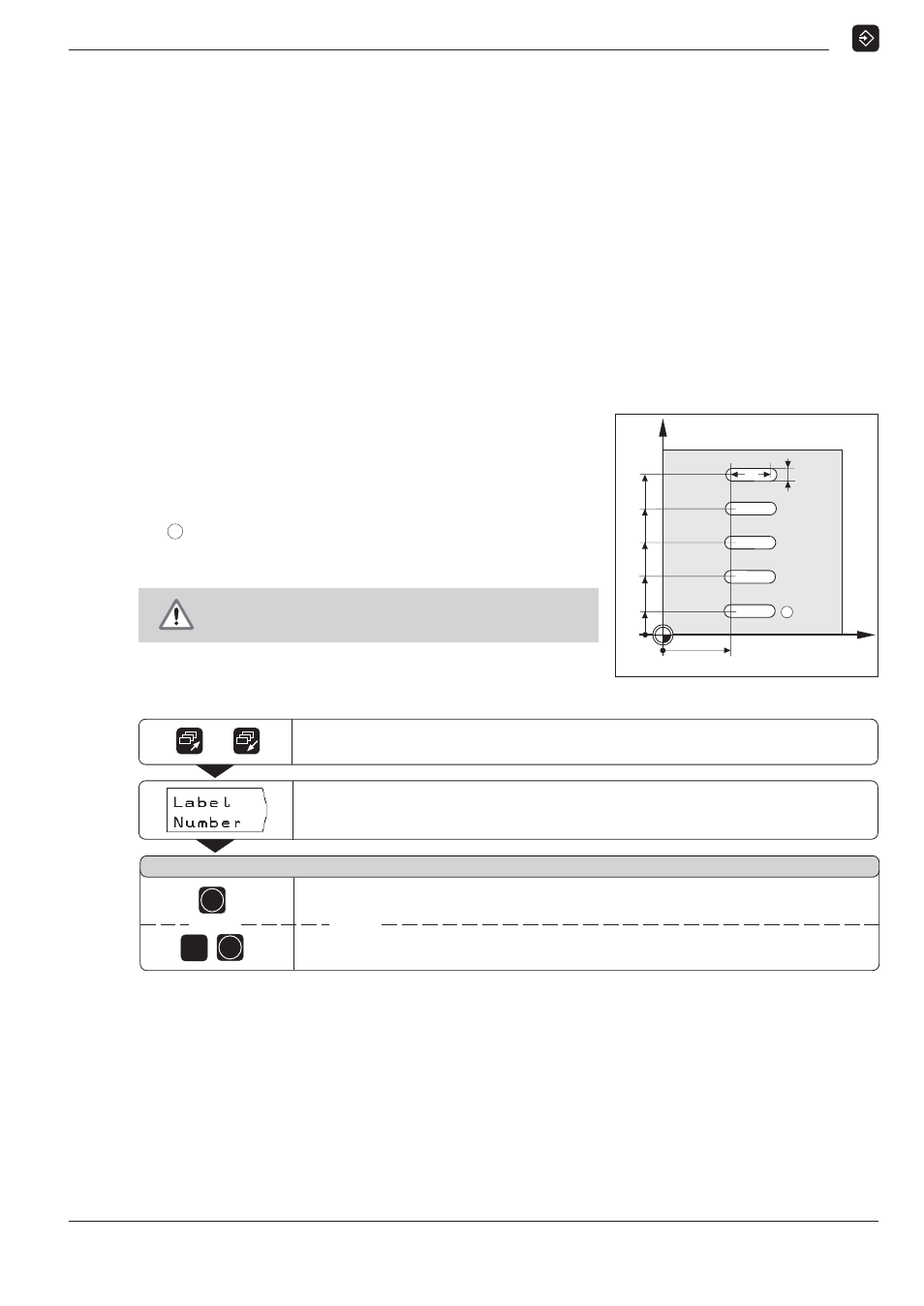
Programming example: Program section repeat for slots
Slot lengths:
16 mm + tool diameter
Slot depths:
12 mm
Incremental offset
of the infeed point : 15 mm
Slot diameter:
6 mm (= tool diameter)
Infeed point coordinates
Slot
1
:
X = 30 mm Y = 10 mm
Y
X
70
0
0
30
55
10
6
40
25
16
1
This example requires a center-cut end mill (ISO 1641)!
Go to the second soft-key row.
Insert a label for a program section repeat (LBL).
The TNC offers the lowest available label number as a default.
/
L a b e l n u m b e r ?
ENT
1
ENT
Enter a label number (here, 1). Confirm entry.
The current block now contains the set label: LBL 1.
Accept the default label number.
or
or
Enter the blocks for the program section repeat after the
LBL
block.
Example: Label for a program section repeat
Operating mode: PROGRAMMING AND EDITING