HEIDENHAIN NC 124 User Manual
Page 39
4
Positioning with MDI
TNC 124
39
Feed rate F, spindle speed S and miscellaneous function M
In the POSITIONING WITH MDI mode of operation you can also enter
and change the following information:
Feed rate F
Spindle speed S
Miscellaneous function M
Feed rate F after an interruption of power
If you have entered a feed rate F in the POSITIONING WITH MDI
mode of operation, the TNC will move the axes with this feed rate after
an interruption of power as soon as power is restored.
Entering and changing the feed rate F
Example: Entering the feed rate F
Select F for the feed rate function.
F e e d r a t e ?
5
0
0
Enter the feed rate F, for example 500 mm/min.
Confirm the feed rate F for the next positioning step.
ENT
Changing the feed rate F
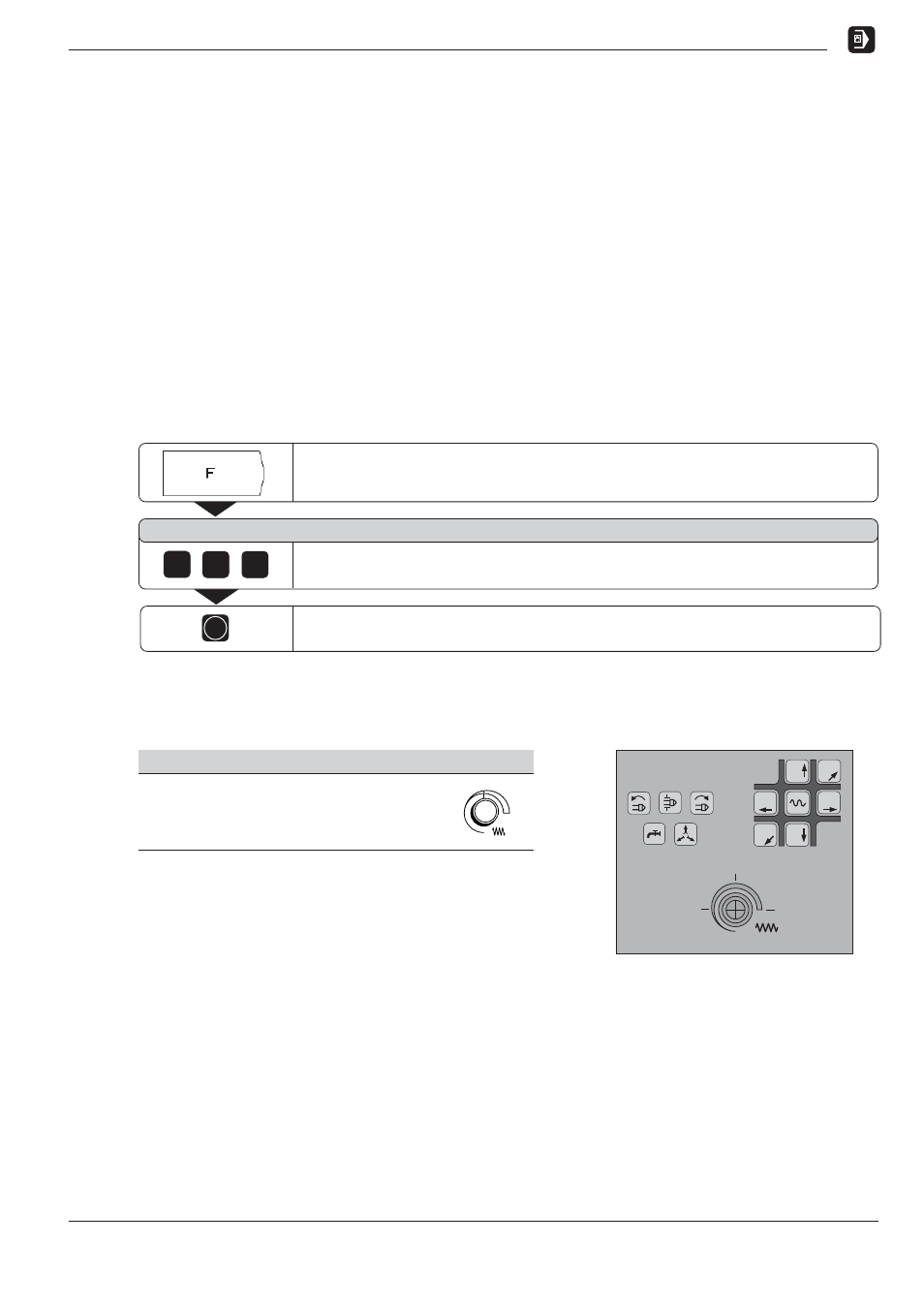
You can vary the feed rate F infinitely by turning the knob for feed
rate override on the TNC control panel.
Feed rate override
You can vary the feed rate F from
0% to 150 % of the entered value.
Fig. 4.2:
Knob for feed rate override on the
TNC control panel
0
100
150
50
F %
Y–
Y+
X–´
X+
´
Z+
´
Z–´
50
100
150
F %