HEIDENHAIN NC 124 User Manual
Page 88
7
Drilling, Milling Cycles and Hole Patterns in Programs
88
TNC 124
Hole Patterns in Programs
Y
X
15
20
0
0
1
10
18°
12
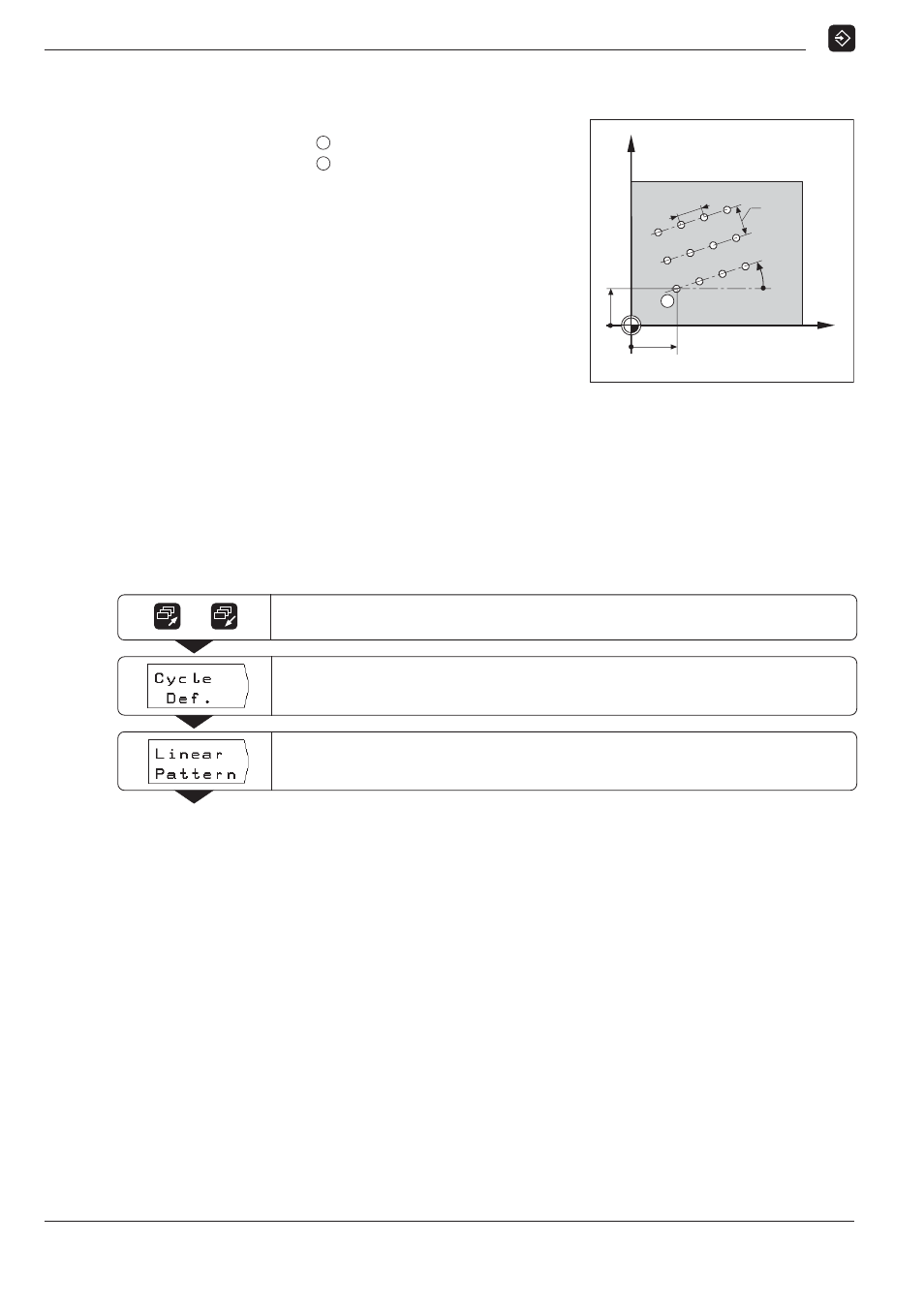
Programming example: Cycle 7.0 Linear hole pattern
X coordinate of the first hole :
POSX
= 20 mm
Y coordinate of the first hole :
POSY
= 15 mm
Number of holes per row NO.HL:
4
Hole spacing HLSPC:
10 mm
Angle between hole row
and X axis ANGLE:
18°
Number of rows NO.RW:
3
Row spacing RWSPC:
12 mm
Hole data
A description of Cycle 1.0 Pecking
starts on page 79.
Clearance height HEIGHT:
+ 50 mm
Setup clearance DIST:
2 mm
Coordinate of the
workpiece surface SURF:
0 mm
Hole depth DEPTH:
15 mm
Infeed depth PECKG:
5 mm
Dwell time DWELL:
0.5 s
Feed rate F:
80 mm/min
Example: Entering data for linear hole pattern into a program
Operating mode: PROGRAMMING AND EDITING
Page to the third soft-key row.
/
Select Cycle Definition.
Select Linear Pattern.
1
1