HEIDENHAIN NC 124 User Manual
Page 92
7
Drilling, Milling Cycles and Hole Patterns in Programs
92
TNC 124
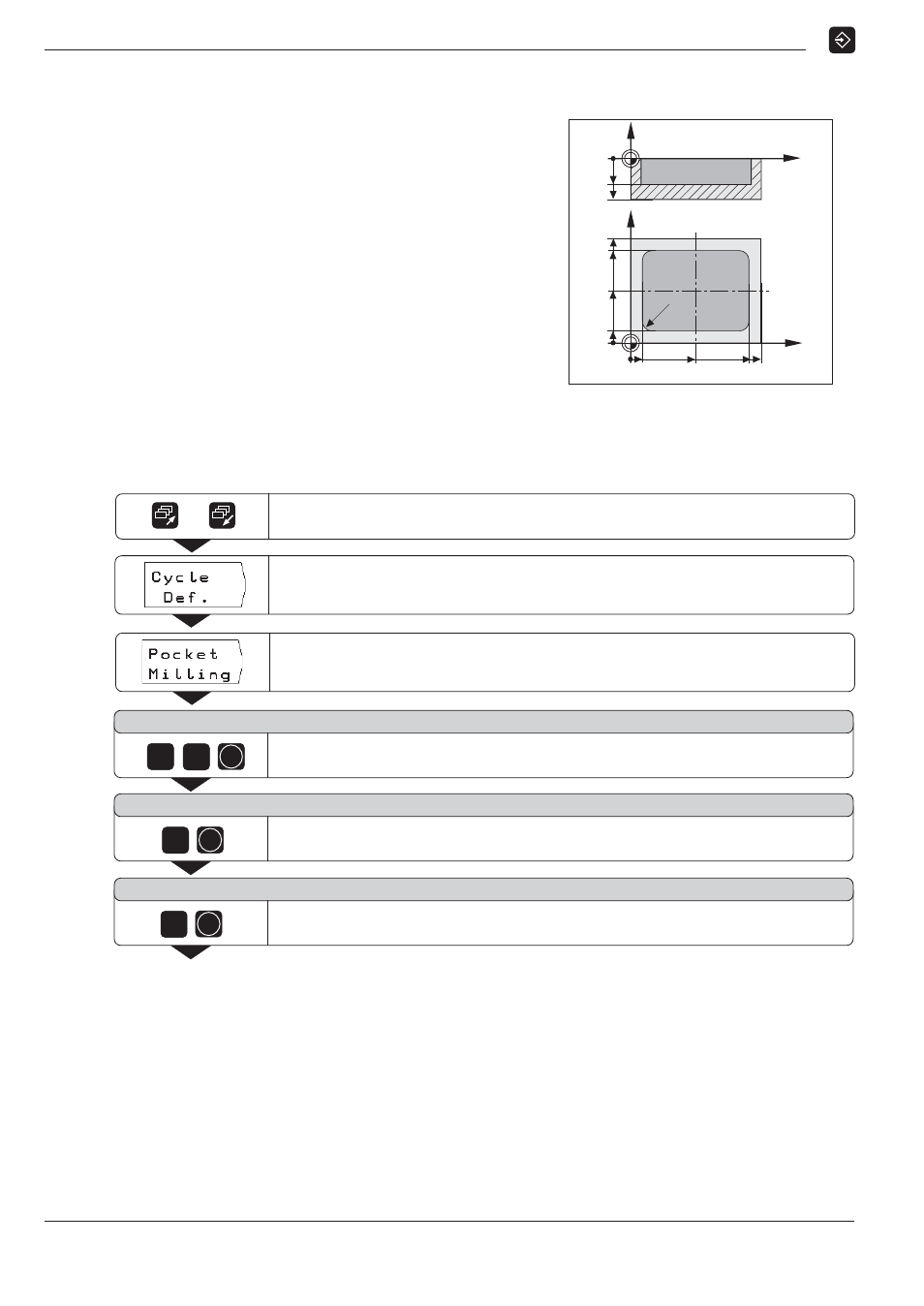
Example: Cycle 4.0 RECTANGULAR POCKET
Clearance height:
+ 80 mm
Setup clearance:
2 mm
Workpiece surface:
+ 0 mm
Milling depth:
20 mm
Pecking depth:
7 mm
Pecking feed rate:
80 mm/min
Pocket center in X:
50 mm
Pocket center in Y:
40 mm
Side length in X:
80 mm
Side length in Y:
60 mm
Milling feed rate:
100 mm/min
Direction:
0: CLIMB
Finishing allowance:
0.5
mm
Example: Entering Cycle 4.0 RECTANGULAR POCKET
into a part program
Operating mode: PROGRAMMING AND EDITING
Page to the third soft-key row.
/
Enter Cycle 4.0 RECTANGULAR POCKET in a part program.
8
ENT
0
ENT
0
Select Cycle Definition.
ENT
2
Y
X
10
0
90
100
0
70
–20
80
Z
X
–30
0
10
R10
50
40
Rectangular Pockets in Programs
C l e a r a n c e h e i g h t ?
Enter the clearance height (HEIGHT = 80 mm).
Confirm your entry.
S e t u p c l e a r a n c e ?
Enter the setup clearance (DIST = 2 mm).
Confirm your entry.
W o r k p i e c e s u r f a c e ?
Enter the coordinate of the workpiece surface (SURF = 0 mm).
Confirm your entry.