HEIDENHAIN NC 124 User Manual
Page 65
5
Programming
TNC 124
65
Feed rate F, spindle speed S and miscellaneous function M
Besides the geometry for workpiece machining, you must also enter
the following information:
Feed rate F in [mm/min]
Miscellaneous function M
Spindle speed S in [rpm]
The feed rate F, miscellaneous function M and spindle speed S are
programmed in separate blocks and become effective as soon as the
TNC has executed the blocks in which they are programmed.
These program blocks must be entered in the program before the
positioning blocks for which they are intended.
Entering the feed rate F
The feed rate F is modally effective. This means that the entered
feed rate remains in effect until a new feed rate is programmed.
Exception: Rapid traverse F MAX
Rapid traverse F MAX
You can also move the machine axes at rapid traverse (F MAX). The
feed rate for rapid traverse F MAX is preset in a machine parameter
by the machine manufacturer.
F MAX is not modally effective.
After the block with F MAX is executed, the feed rate returns to the
value that was programmed previously.
Programming example:
Operating mode: PROGRAMMING AND EDITING
/
5
0
0
ENT
or
or
The feed rate can be varied infinitely during program
run by turning the knob for feed rate override on the TNC
control panel.
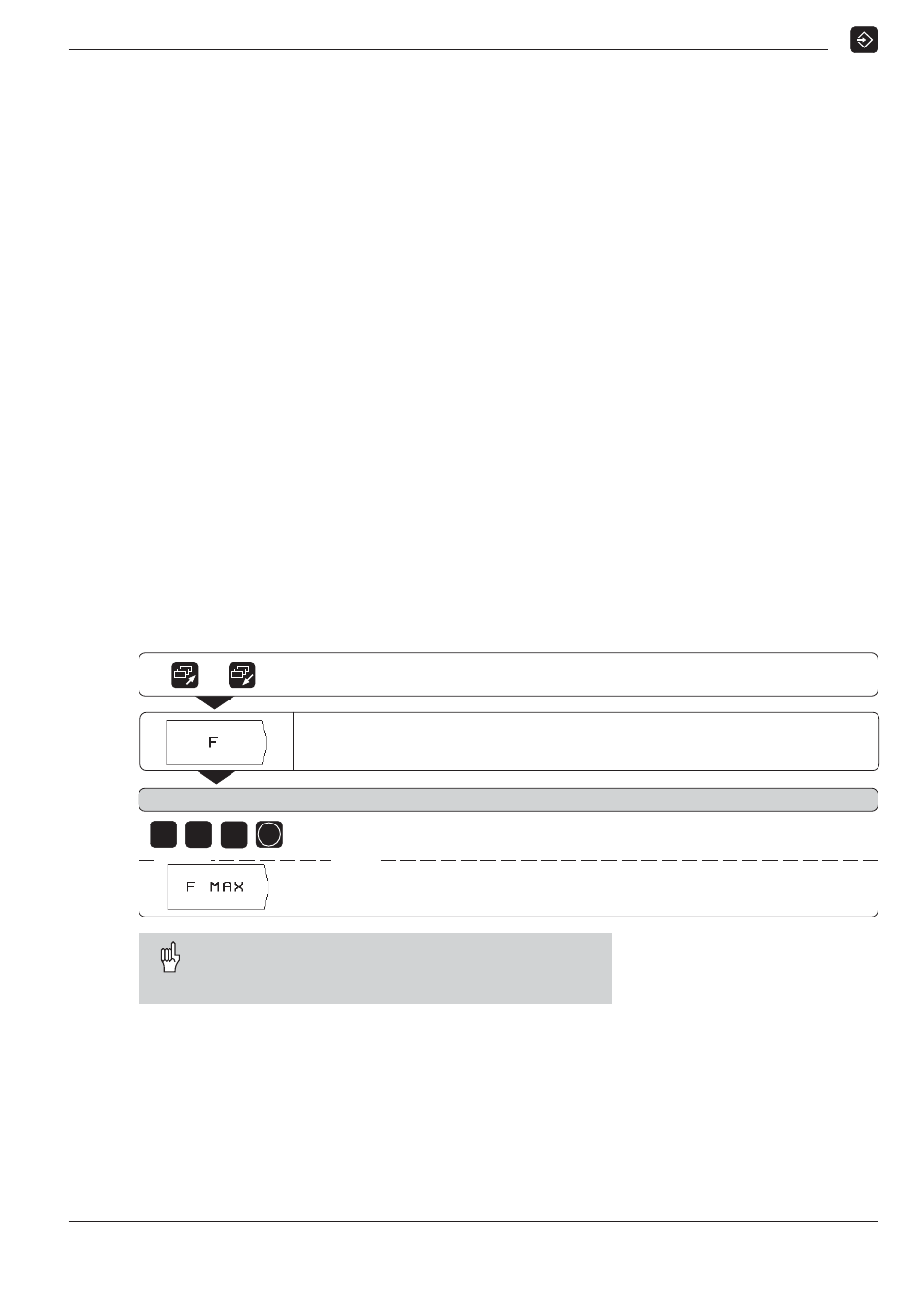
Go to the fourth soft-key row.
Select Feed rate F.
F e e d r a t e ?
Enter the feed rate F, such as F = 500 mm/min.
Confirm entry. Input range: 0 to 30 000 mm/min.
Select rapid traverse F MAX.