HEIDENHAIN NC 124 User Manual
Page 46
4
Positioning with MDI
46
TNC 124
NC
NC
0
N o m i n a l p o s i t i o n v a l u e ?
2
A
B
Y
X
30
20
0
0
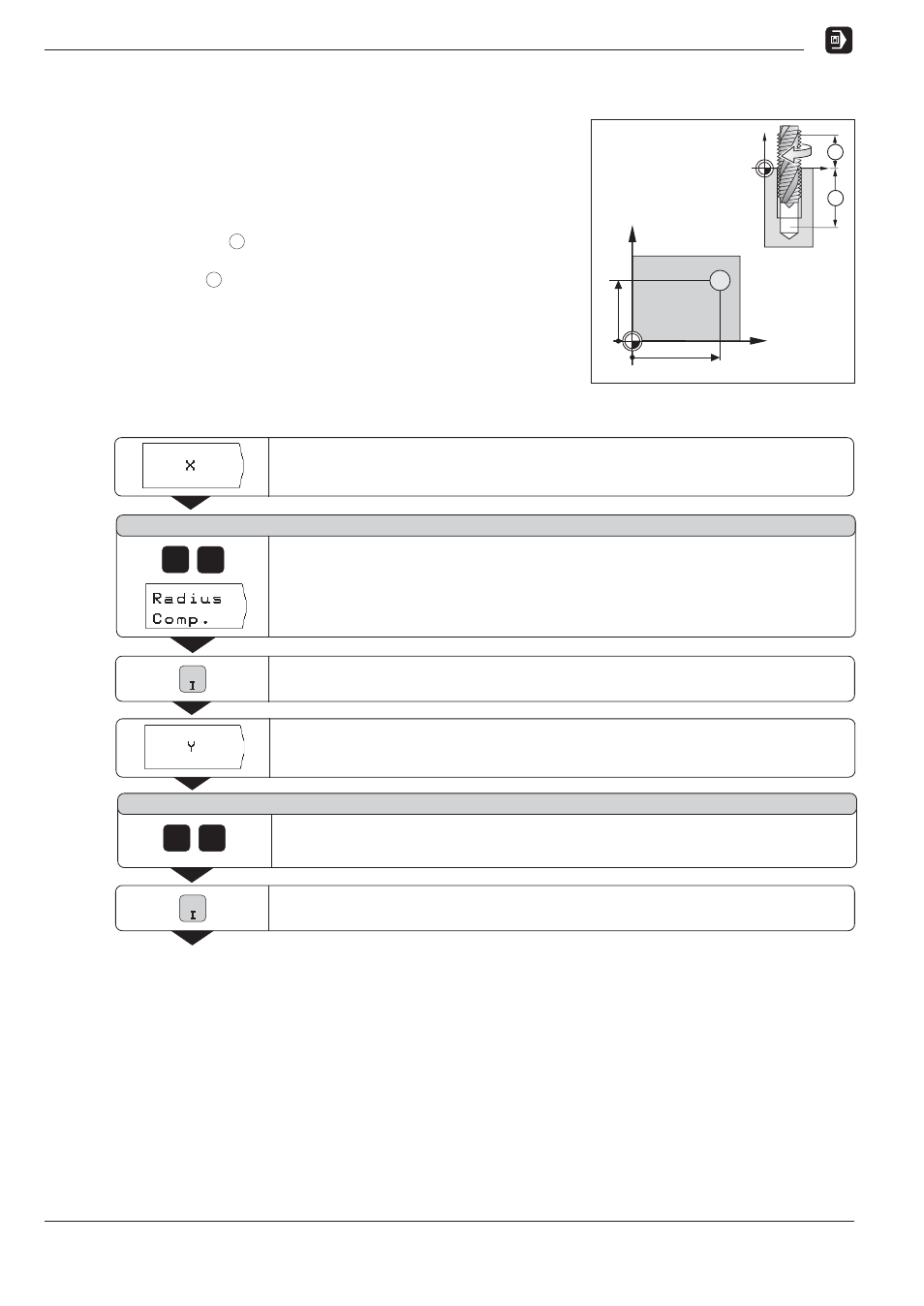
Example: TAPPING
X coordinate of the hole:
30 mm
Y coordinate of the hole:
20 mm
Pitch p:
0.8 mm
Spindle speed S:
100 rpm
Clearance height:
+ 50 mm
Setup clearance
A
:
3 mm
Workpiece surface:
0 mm
Thread depth
B
:
20 mm
Dwell time:
0.4 s
Feed rate F = S p:
80 mm/min
Preparation
➤ Pre-position the tool over the workpiece.
ä For tapping right-hand threads activate the spindle with M 3.
Operating mode: POSITIONING WITH MDI
0
N o m i n a l p o s i t i o n v a l u e ?
3
Pre-position the tool in the Y axis.
Pre-position the tool in the X axis.
Select the Y axis.
Enter the nominal position value for pre-positioning in the Y axis: Y = + 20 mm.
Tool radius compensation is already set to R 0.
Select the X axis.
Enter the nominal position value for pre-positioning in the X axis:
X = + 30 mm
and
select tool radius compensation R 0.