Mild steel, Air plasma / air shield 45 a cutting, Metric – Hypertherm HSD130 HySpeed Plasma User Manual
Page 124: English
OPERATION
4-10
HySpeed HSD130 RHF
Instruction Manual
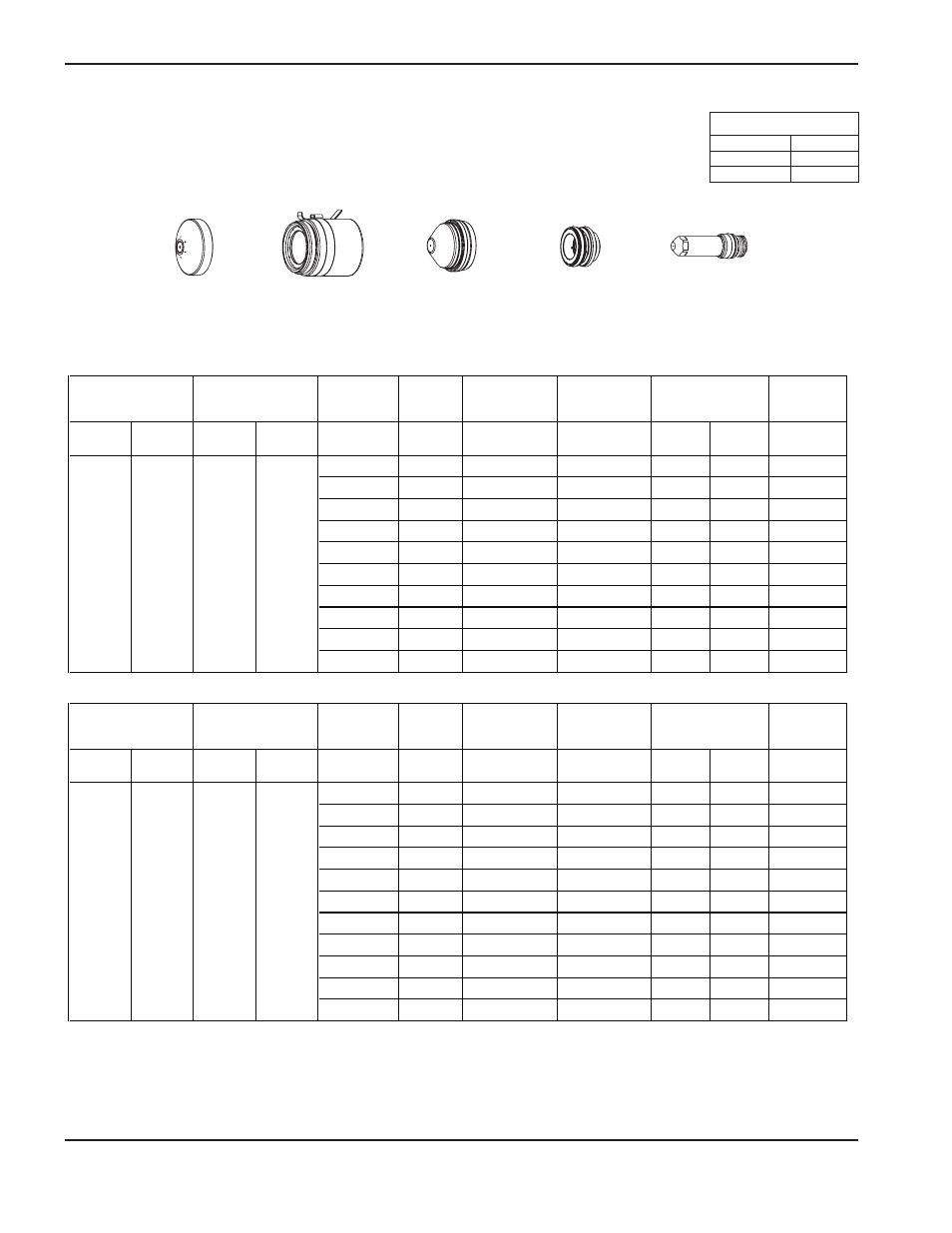
Mild steel
Air Plasma / Air Shield
45 A Cutting
Flow Rates – lpm/scfh
Air
Preflow
113 / 240
Cutflow
122 / 258
220532
220525
220529
220528
220578
220490 (no IHS tab)
Metric
Plasma
Shield
Plasma
Shield
mm
Volts
mm
factor %
seconds
0.5
104
3.0
200
0.0
0.8
106
3.0
200
0.0
1.0
107
3.0
200
0.1
1.2
108
3.6
200
0.1
1.5
109
3.6
200
0.2
2.0
110
3.6
200
0.2
2.5
110
4.0
200
0.2
3.0
110
4.0
200
0.3
4.0
113
4.6
200
0.4
6.0
115
5.0
200
0.5
English
Plasma
Shield
Plasma
Shield
in
Volts
in
factor %
seconds
.018
104
0.120
200
0.0
.024
105
0.120
200
0.0
.030
106
0.120
200
0.0
.036
107
0.120
200
0.1
.048
108
0.140
200
0.1
.060
109
0.140
200
0.2
.075
110
0.140
200
0.2
.105
110
0.160
200
0.2
.135
110
0.160
200
0.3
3/16
113
0.180
200
0.4
1/4
116
0.200
200
0.5
Select
Gases
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting Speed
mm
mm/m
Air
Air
Air
Select
Gases
Air
in
.060
.060
.070
Initial Pierce Height
Pierce Delay
Time
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting Speed
Initial Pierce Height
Pierce Delay
Time
2.3
90
70
60
170
ipm
.060
.060
.080
360
345
335
315
285
255
235
2.0
.070
.070
.080
1950
.090
.100
1.5
1.5
1.5
1.8
1.8
1.8
2.0
1575
2.5
8930
8400
7750
7250
6500
5800
4700
3300
57
50
57
50