Mild steel, Air plasma / air shield 130 a cutting, Metric – Hypertherm HSD130 HySpeed Plasma User Manual
Page 126: English
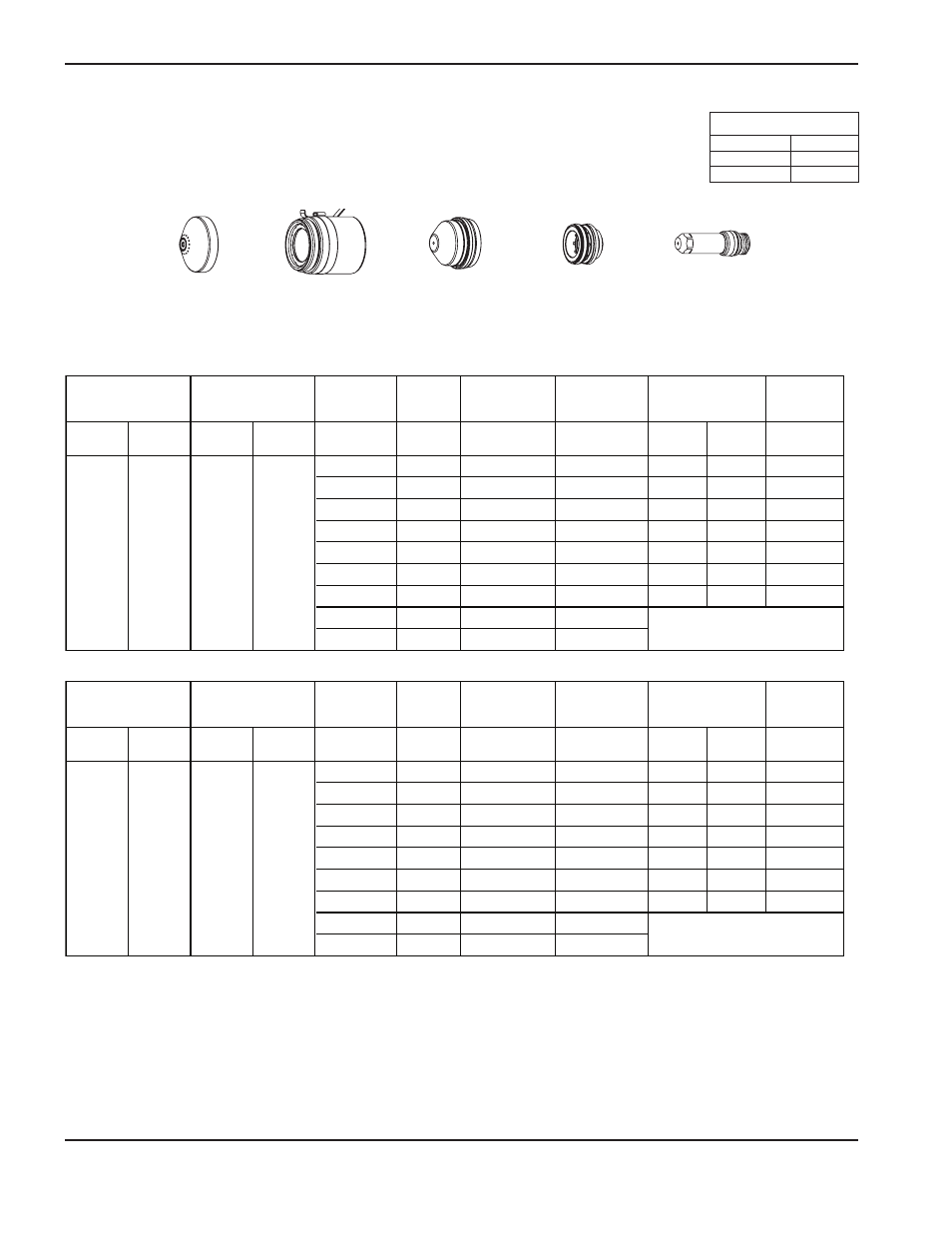
OPERATION
4-12
HySpeed HSD130 RHF
Instruction Manual
Mild steel
Air Plasma / Air Shield
130 A Cutting
220536
220492
220488
220487
Metric
Plasma
Shield
Plasma
Shield
mm
Volts
mm
factor %
seconds
3
136
6.2
200
0.1
4
13
6.2
200
0.2
6
138
7.2
200
0.3
10
142
8.2
200
0.5
12
144
8.2
200
0.5
15
150
9.2
200
0.8
20
153
10.5
230
1.2
25
163
32
170
English
Plasma
Shield
Plasma
Shield
in
Volts
in
factor %
seconds
0.1350
136
.240
200
0.1
0.1875
136
.240
200
0.2
0.2500
138
.280
200
0.3
0.3750
142
.320
200
0.5
0.5000
144
.320
200
0.5
0.6250
150
.360
200
0.8
0.7500
153
.420
230
1.2
1
163
1-1/4
170
Edge Start
Edge Start
72
35
72
35
4.6
4.6
5.1
15
.180
.180
2050
1450
810
410
6000
4930
3850
2450
.200
220
160
150
100
75
50
35
10
Initial Pierce Height
Select
Gases
Set
Cutflow
Initial Pierce Height
250
3.1
3.1
3.6
4.1
4.1
Cutting Speed
.120
.120
.140
.160
.160
.180
Pierce Delay
Time
mm
mm/m
Air
Air
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting Speed
4.6
Pierce Delay
Time
in
ipm
Air
Air
Select
Gases
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Flow Rates – lpm/scfh
Air
Preflow
67 / 142
Cutflow
132 / 280
220578
220490 (no IHS tab)