Stainless steel, H35 plasma / n, Shield 130 a cutting – Hypertherm HSD130 HySpeed Plasma User Manual
Page 133: Metric, English
OPERATION
HySpeed HSD130 RHF
Instruction Manual
4-19
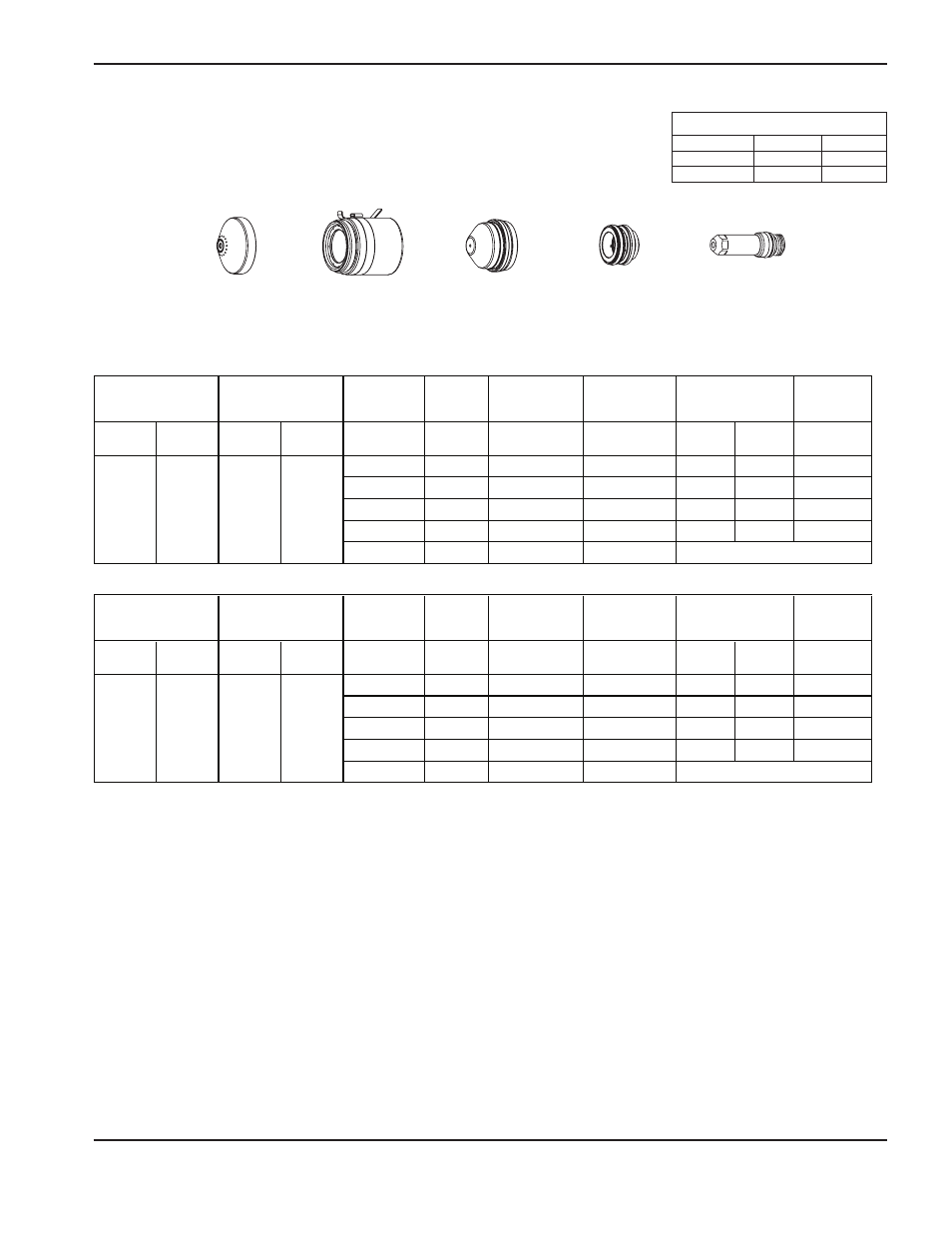
Stainless steel
H35 Plasma / N
2
Shield
130 A Cutting
220536
220535
220529
020415
Metric
Plasma
Shield
Plasma
Shield
mm
Volts
mm
factor %
seconds
10
150
7.8
170
0.3
12
154
7.8
170
0.5
15
157
7.8
170
0.8
20
162
7.8
170
1.3
25
167
English
Plasma
Shield
Plasma
Shield
in
Volts
in
factor %
seconds
3/8
150
.310
170
0.3
1/2
154
.310
170
0.5
5/8
157
.310
170
0.8
3/4
162
.310
170
1.3
1
167
Edge Start
Edge Start
70
75
10
.180
.180
.180
.180
.180
Initial Pierce Height
Pierce Delay
Time
Initial Pierce Height
Torch-to-Work
Distance
Cutting Speed
Pierce Delay
Time
580
360
260
4.6
Select
Gases
Set
Cutflow
H35
Arc
Voltage
Select
Gases
Set
Cutflow
Material
Thickness
N2
70
75
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting Speed
mm
mm/m
H35
N2
4.6
4.6
4.6
4.6
980
820
in
40
ipm
30
20
15
Flow Rates – lpm/scfh
H35
N
2
Preflow
0 / 0
164 / 348
Cutflow
61 / 130
141 / 298
220534
220533 (no IHS tab)