Stainless steel, Plasma / n, Shield 130 a cutting – Hypertherm HSD130 HySpeed Plasma User Manual
Page 132: Metric, English
OPERATION
4-18
HySpeed HSD130 RHF
Instruction Manual
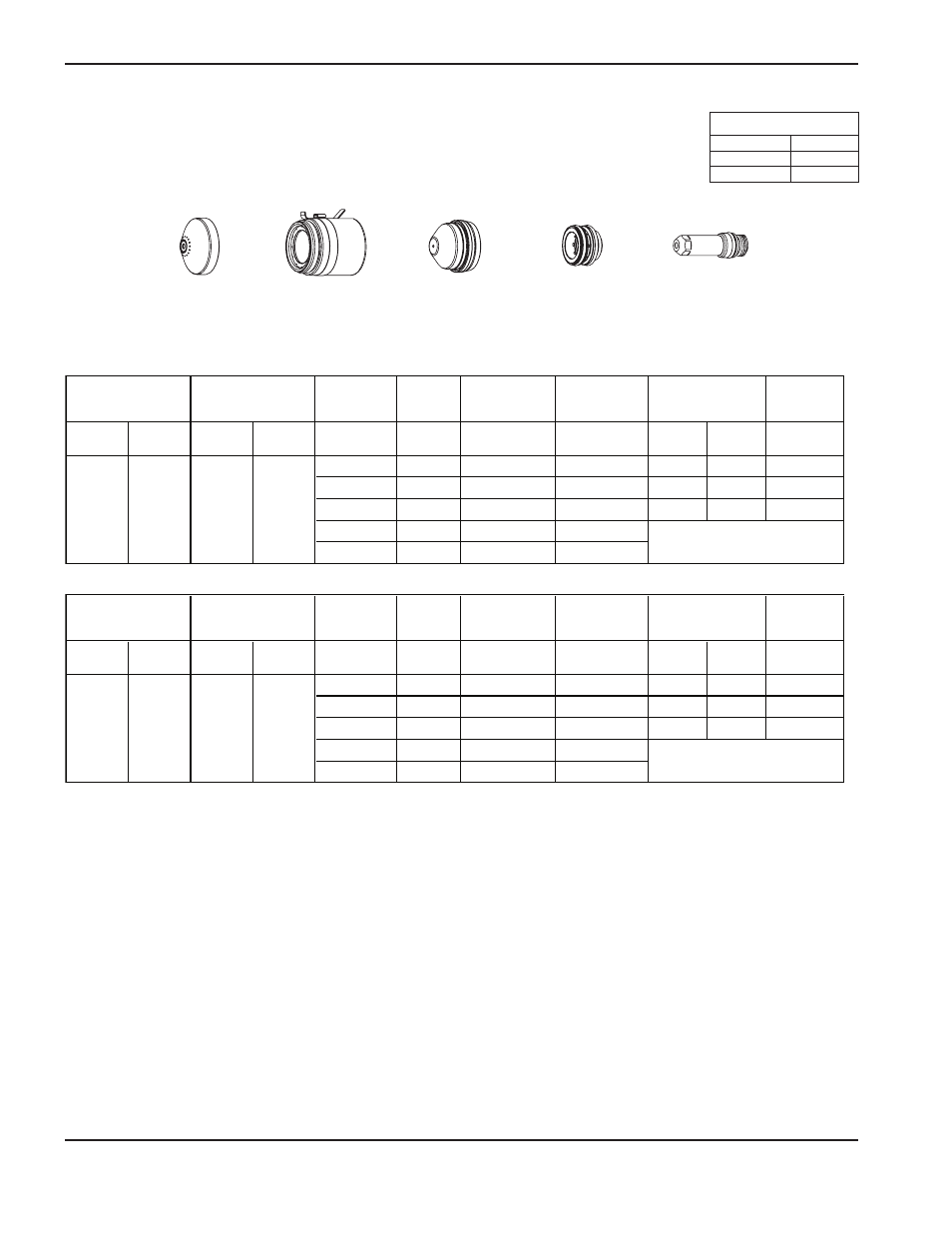
Stainless steel
N
2
Plasma / N
2
Shield
130 A Cutting
220536
220535
220488
020415
Metric
Plasma
Shield
Plasma
Shield
mm
Volts
mm
factor %
seconds
6
130
6.0
200
0.3
10
132
7.2
200
0.5
12
141
7.2
200
0.8
15
144
20
153
English
Plasma
Shield
Plasma
Shield
in
Volts
in
factor %
seconds
1/4
130
.240
200
0.3
3/8
132
.280
200
0.5
1/2
141
.280
200
0.8
5/8
144
3/4
153
Edge Start
Edge Start
.140
.150
.170
700
300
90
70
Torch-to-Work
Distance
Cutting Speed
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Pierce Delay
Time
3.0
3.6
3.6
3.8
4.3
2340
N
2
N
2
Select
Gases
Set
Cutflow
46
71
Pierce Delay
Time
mm
mm/m
Initial Pierce Height
Initial Pierce Height
Cutting Speed
1640
1080
N
2
N
2
Material
Thickness
Arc
Voltage
Select
Gases
Set
Cutflow
46
71
in
ipm
35
25
15
.120
.140
Flow Rates – lpm/scfh
N
2
Preflow
165 / 350
Cutflow
173 / 366
220578
220490 (no IHS tab)