Stainless steel, Air plasma / air shield 45 a cutting, Metric – Hypertherm HSD130 HySpeed Plasma User Manual
Page 128: English
OPERATION
4-14
HySpeed HSD130 RHF
Instruction Manual
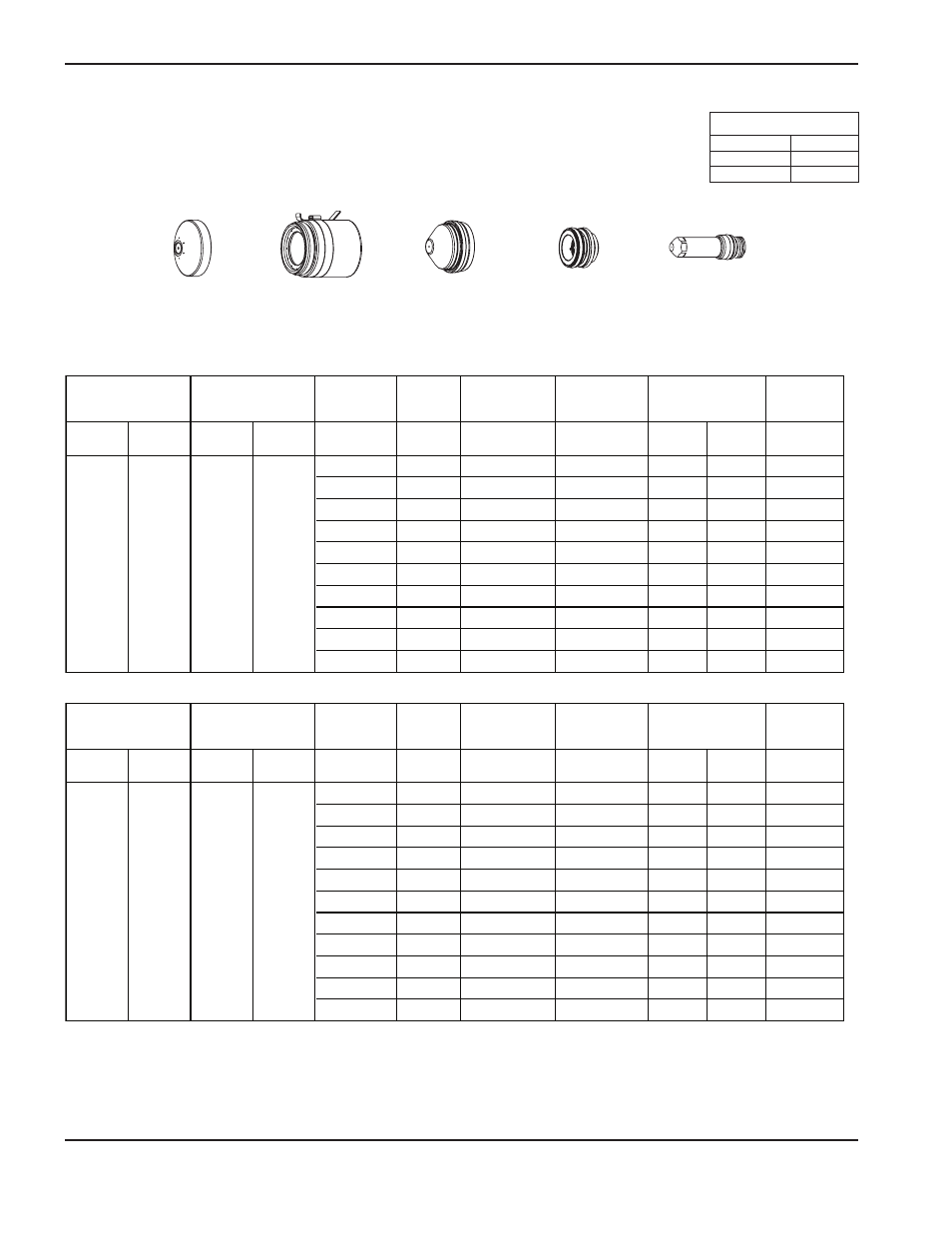
Stainless steel
Air Plasma / Air Shield
45 A Cutting
220532
220525
220529
220528
Metric
Plasma
Shield
Plasma
Shield
mm
Volts
mm
factor %
seconds
0.5
102
3.0
200
0.0
0.8
104
3.0
200
0.0
1.0
105
3.0
200
0.1
1.2
108
3.6
200
0.1
1.5
109
3.6
200
0.2
2.0
110
3.6
200
0.2
2.5
113
4.0
200
0.2
3.0
117
4.0
200
0.3
4.0
120
4.6
200
0.4
6.0
122
5.0
200
0.5
English
Plasma
Shield
Plasma
Shield
in
Volts
in
factor %
seconds
.018
102
0.120
200
0.0
.024
103
0.120
200
0.0
.030
104
0.120
200
0.0
.036
105
0.120
200
0.1
.048
108
0.140
200
0.1
.060
109
0.140
200
0.2
.075
110
0.140
200
0.2
.105
113
0.160
200
0.2
.135
117
0.160
200
0.3
3/16
120
0.180
200
0.4
1/4
122
0.200
200
0.5
62
73
62
73
.080
.090
.100
.070
.070
.070
.080
.060
.060
.060
.060
3000
2250
1500
1050
5600
5100
4500
3650
2.0
2.0
2.3
2.5
1.5
1.8
1.8
1.8
Set
Cutflow
Initial Pierce Height
1.5
1.5
6800
6100
Initial Pierce Height
Pierce Delay
Time
Torch-to-Work
Distance
Cutting Speed
270
260
245
230
200
Pierce Delay
Time
mm
mm/m
Air
Air
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting Speed
Select
Gases
Select
Gases
Set
Cutflow
Material
Thickness
Arc
Voltage
in
ipm
Air
Air
175
150
110
70
50
40
Flow Rates – lpm/scfh
Air
Preflow
149 / 315
Cutflow
161 / 342
220578
220490 (no IHS tab)