Opening a new part program – HEIDENHAIN TNC 640 (34059x-05) User Manual
Page 104
Programming: Fundamentals, File Management
3.2
Opening programs and entering
3
104
TNC 640 | User's Manual
HEIDENHAIN Conversational Programming | 1/2015
Example: Display the BLK FORM ROTATION in the NC program
0 BEGIN PGM NEW MM
Program begin, name, unit of measure
1 BLK FORM ROTATION Z DIM_R LBL1
Spindle axis, manner of interpretation, subprogram number
2 M30
End of main program
3 LBL 1
Beginning of subprogram
4 L X+0 Z+1
Starting point of contour
5 L X+50
Programming in the positive direction of the principal axis
6 L Z-20
7 L X+70
8 L Z-100
9 L X+0
10 L Z+1
Contour end
11 LBL 0
End of subprogram
12 END PGM NEW MM
Program end, name, unit of measure
Opening a new part program
You always enter a part program in the
Programming mode of
operation. An example of program initiation:
Select the
Programming mode of operation
To call the file manager, press the
PGM MGT key.
Select the directory in which you wish to store the new program:
FILE NAME = NEW.H
Enter the new program name and confirm your
entry with the ENT key.
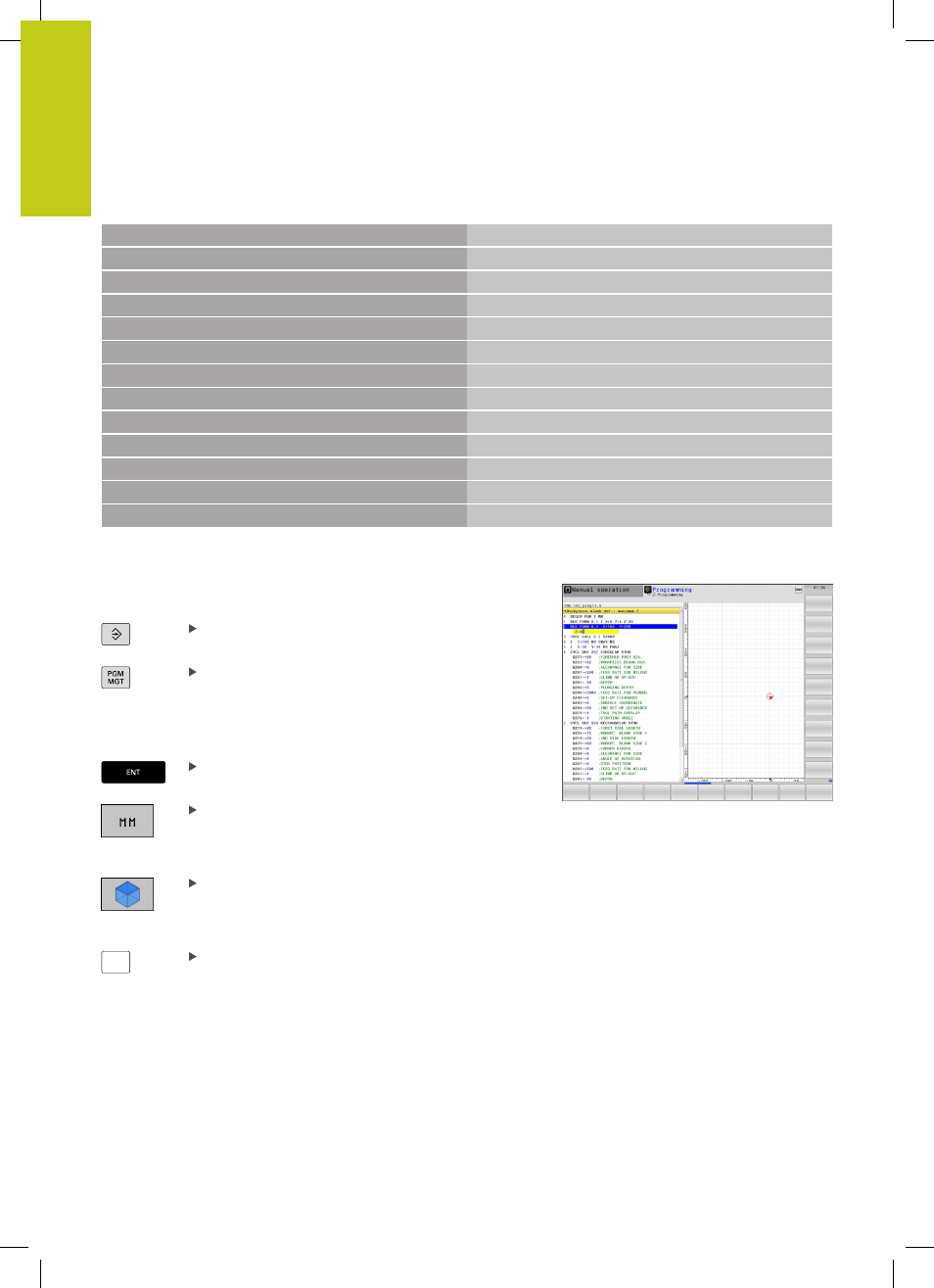
Select the unit of measure: Press the MM or INCH
soft key. The TNC switches the screen layout and
initiates the dialog for defining the
BLK FORM
(workpiece blank)
Select a rectangular workpiece blank: Press the
soft key for a rectangular blank form
WORKING PLANE IN GRAPHIC: XY
Z
Enter the spindle axis, e.g.
Z