15 amp, Operation pac184 mild steel o, Plasma / o – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console User Manual
Page 111: Shield 15 amp cutting
4-22
HD3070 with Automatic Gas Console
Instruction Manual
16
OPERATION
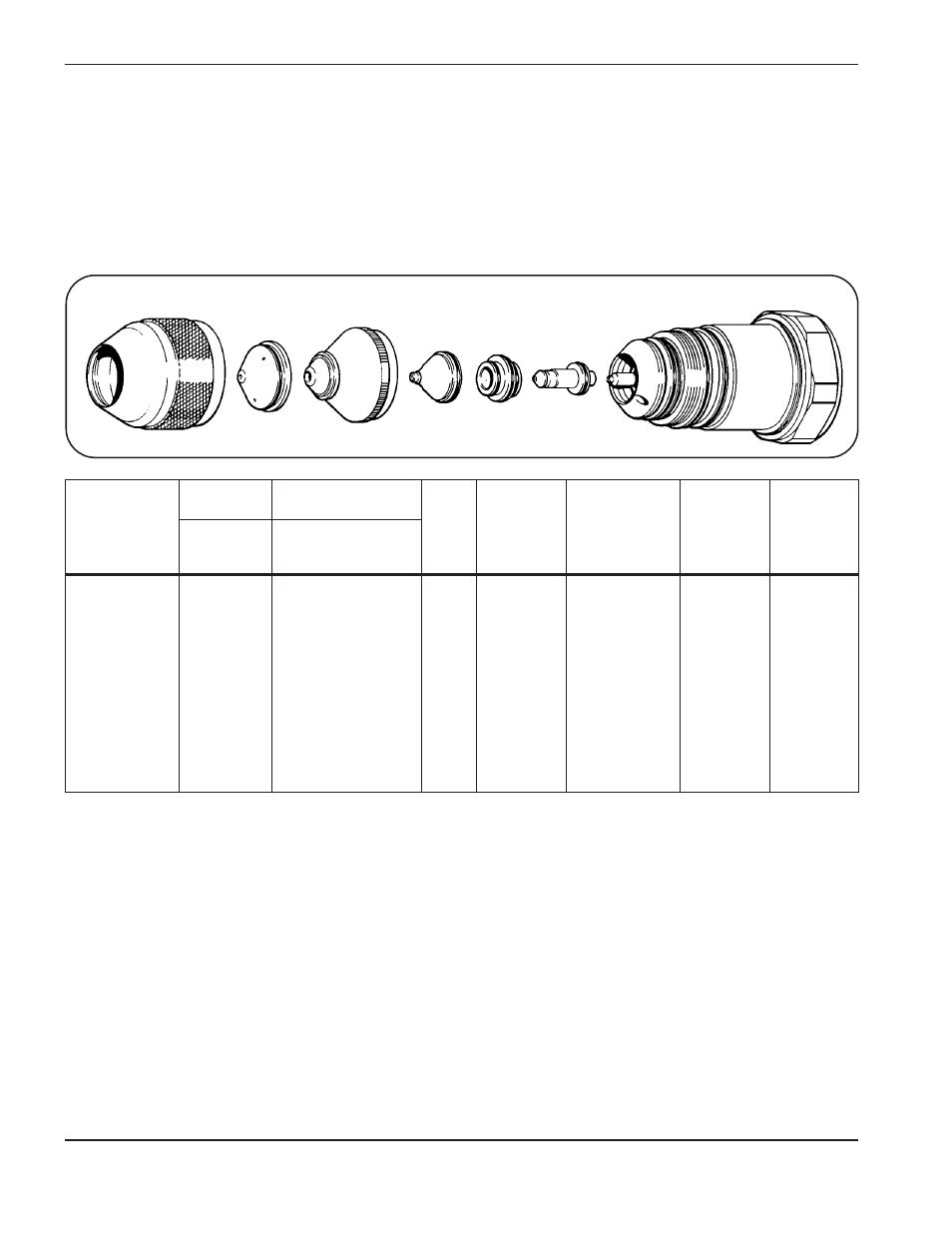
PAC184
Mild Steel
O
2
Plasma / O
2
& N
2
Shield
15 Amp Cutting
Shield
120222
Nozzle
120277
Electrode
120209
Retaining Cap
120219
Swirl Ring
120212
PAC184 Torch
120208
Shield Cap
120221/120543
Material
Thickness
(GA)
(in)
(mm)
Test Cut
Flowrates (%)
Shield
O
2
N
2
(3)
#
(4)
#
Plasma
O
2
(5)
#
(6)
#
Test Preflow*
Flowrates (%)
Preflow
O
2
N
2
(1)
#
(2)
#
Arc
Voltage
(volts)
Torch
Standoff**
(in)
(mm)
Travel
Speed
(ipm)
(m/min)
Pierce
Delay
(dial)
(sec)
Initial
Piercing
Height
(in)
(mm)
26
0.018
0.5
5
75
30
10
40
–
134
0.020
0.5
145
3.68
0.040
1.0
0
0.05
24
0.024
0.6
5
75
30
10
40
–
135
0.020
0.5
129
3.28
0.040
1.0
0
0.05
22
0.030
0.8
5
75
30
10
40
–
136
0.020
0.5
115
2.92
0.040
1.0
0
0.05
20
0.036
0.9
5
75
30
10
40
–
136
0.020
0.5
100
2.54
0.040
1.0
0
0.05
18
0.048
1.3
5
75
30
10
40
–
137
0.020
0.5
85
2.16
0.040
1.0
0.5
0.16
16
0.060
1.5
5
75
30
10
40
–
142
0.030
0.8
65
1.65
0.040
1.0
1
0.27
14
0.075
1.9
5
75
30
10
40
–
144
0.040
1.0
45
1.14
0.060
1.5
1.5
0.37
12
0.105
2.7
5
75
30
10
40
–
148
0.040
1.0
35
0.90
0.060
1.5
2
0.50
10
0.135
3.4
5
75
30
10
40
–
151
0.040
1.0
25
0.64
0.060
1.5
2.5
0.60
O
2
and N
2
gas inlet pressures must be between 105 - 135 psi (7.2 - 9.2 bar) for all material thickness.
#
Refer to LCD display Figure 4-3.
* Slightly increasing the test preflow O
2
and N
2
flowrates may increase piercing capability on the thicker materials listed above.
However, increasing the preflow flowrates too much may affect plasma starting reliability (misfiring).
** Torch standoff tolerances are ± 0.005 inch (± 0.125 mm). When using a THC, tolerances are ± 1 volt.
If problems occur with the cutting process, and the flowrates are suspect, refer to Section 5, Maintenance, Gas System Back
Pressure Checks.