ቱቲ ታ, Inst alla tion – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console User Manual
Page 65
H
D
3
0
70 with Automa
tic G
as Console
Instruction Manual
3-17
16
INST
ALLA
TION
Off-Valve
Assys
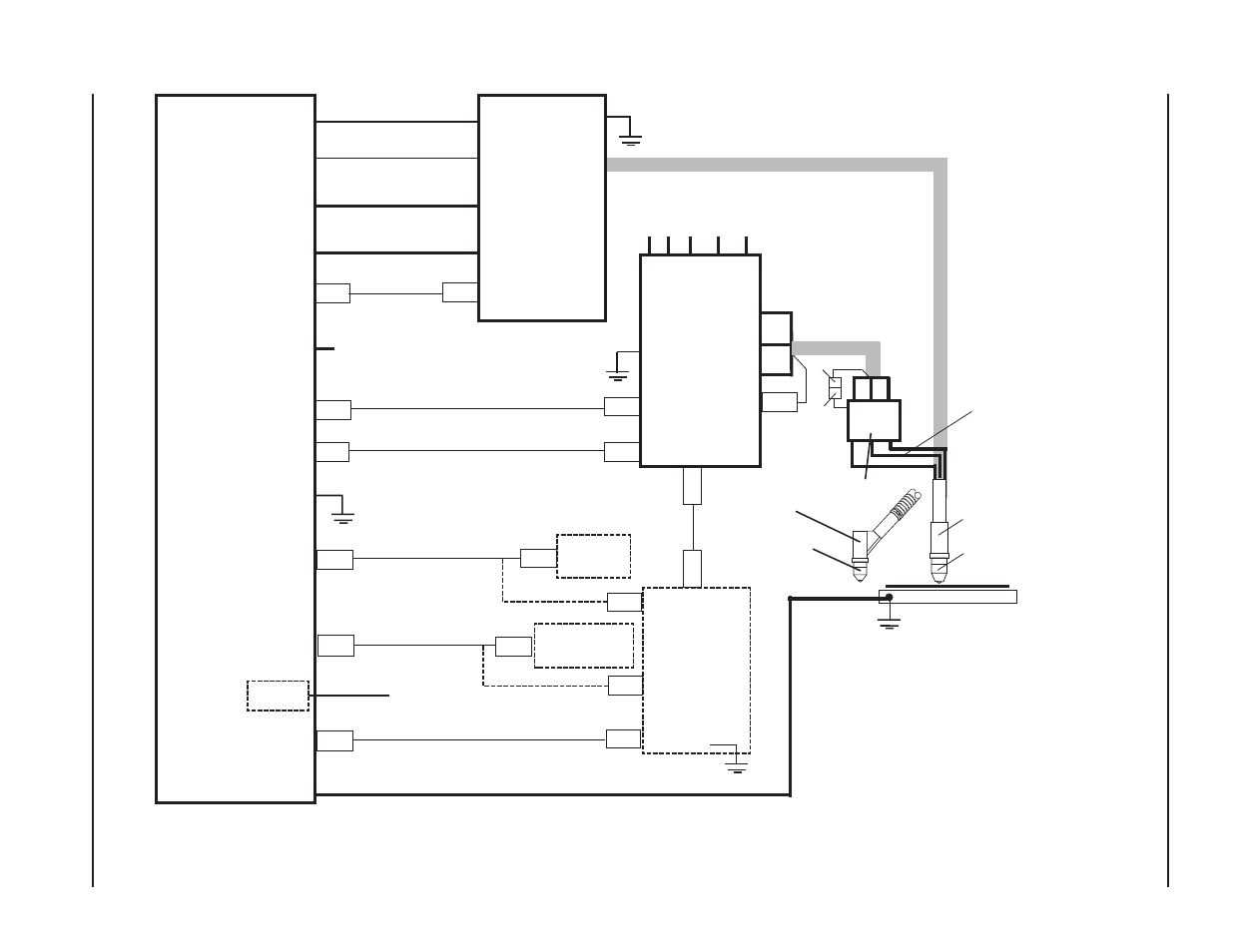
Figure 3-8
HD3070 System with Automatic Gas Console Interconnect Diagram
SHIELD
PLASMA
PREFLOW
3X3
3X3
3X4
3X4
ተ
Gas Lead Set –
Plasma, Shield &
Preflow Hoses &
Gas/Torch Control
Cable
Ground Rod
Cutting Table
1X4
1X4
3X1
3X1
3X2
3X2
1X3
1X1
1X1
ቫ
Machine Interface Cable
Control
Machine
Interface
Do not connect cable
1X2 unless the external
current set function is
initiated from CNC.
ቧ
Work Cable (++)
Timer-
Counter
078049
PE
4X1
4X1
ቱ
ቲ
ታ
Plasma,
Shield &
Back Flow
Hoses
PAC186**
Torch Assy
120101/120102
ቢ
Pilot Arc
ባ
Negative (-)
ቤ
ብ
ት
ት
ት
ት
OUTPUT
INPUT
Cooling Hose (Rtn-Red)
Cooling Hose (Supply-Grn)
2X1
1X5
ቦ
PS/RHF
Control
ቩ
PS/Gas
Control
ቨ
PS/Gas
Control
PA
(-)
Green
Fitting
Red
Fitting
PE
TORCH
Torch Lead Set –
ቯ
Cooling Supply/Power (-) and Return Hoses,&
Pilot Arc (+) Lead
ቴ
Input Gases
PE
RHF
Console
078010
Automatic
Gas
Console
078061
(++)
Power Supply
078072 – 200V
078073 – 208V
078074 – 220/380/415V
078075 – 240/480V
078076 – 600V
2X1
1X5
POWER (-)
PILOT ARC (+)
3-Phase
Input Power
Torch QDisc
Assy
028855
Notes:
* PAC184 torch used for robotic cutting
applications.
** PAC186 torch used for X - Y cutting
table applications.
1X1
PE
Torch QDisc
Assy
028840
129239/
129281
1X6
1X6
ቪ
PS/Timer-Counter
Control
5X1
5X1
1X2
1X2
ቭ
Machine Interface
Cable
Current Setpoint
Machine Interface
Gas Control
ቮ
Remote Current
Control (RCC)
078050
1X2
1X2
TB3
ቶ
Hold Signal to
Power Supplies
PAC184*
Torch Assy
028839/128199
O
2
AIR H35 N
2
CH
4
1X3