Smoothing corners: m90 -36 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 119
TNC 360
5-36
5
Programming Tool Movements
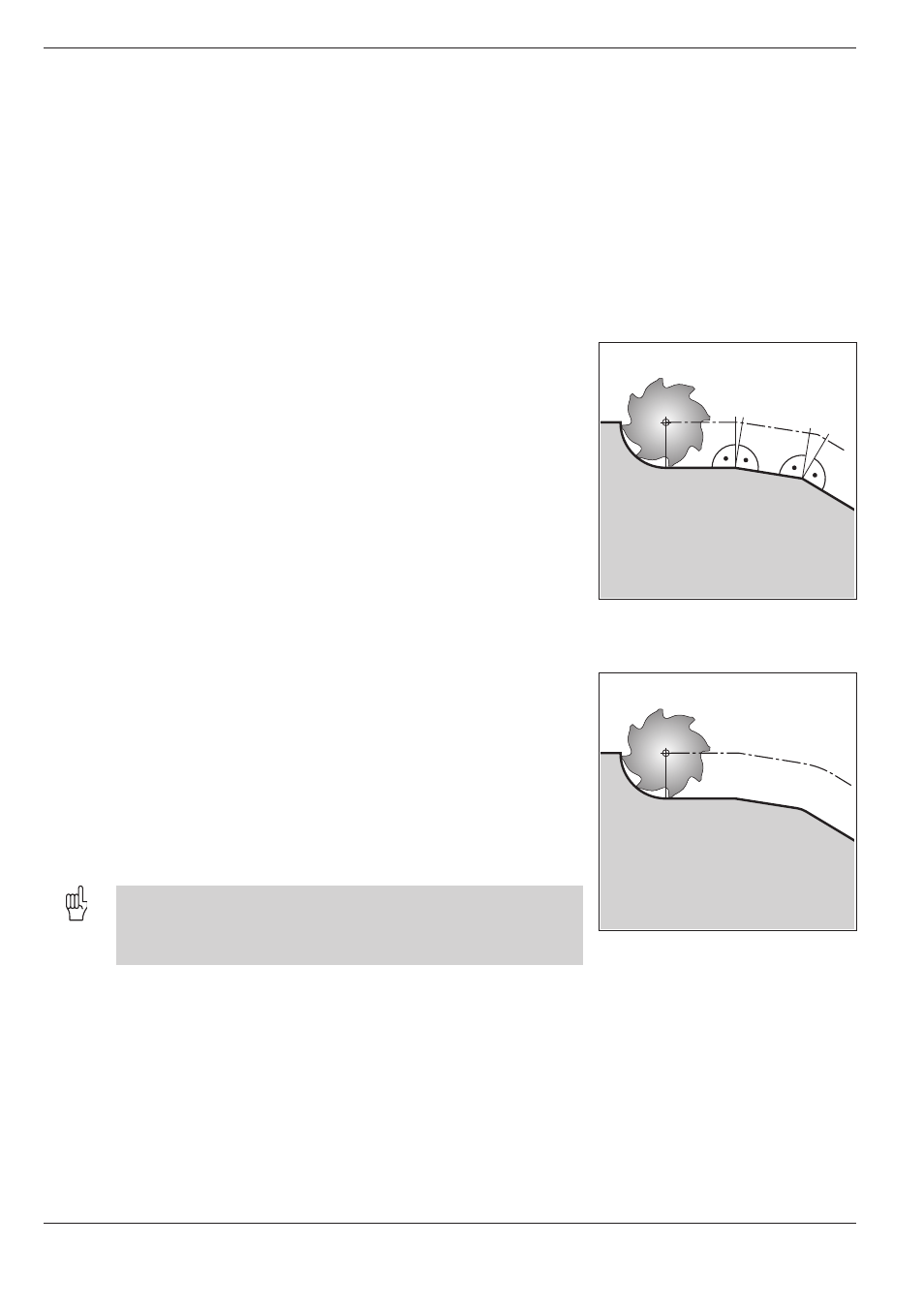
Fig. 5.40:
Standard contouring behavior with
G40 and without M90
G40
G40
Fig. 5.41:
Contouring behavior with G40 and
M90.
5.6 M Functions for Contouring Behavior and Coordinate Data
The following miscellaneous functions enable you to change the standard
contouring behavior of the TNC in certain situations, such as:
• Smoothing corners
• Inserting transition arcs at non-tangential transitions between straight
lines
• Machining small contour steps
• Machining open contour corners
• Entering machine-reference coordinates
Smoothing corners: M90
Standard behavior - without M90
At angular transitions such as internal corners and contours without radius
compensation, the TNC stops the axes briefly.
Advantages:
• Reduced wear on the machine
• High definition of (outside) corners
Note:
In program blocks with radius compensation (G41/G42), the TNC automati-
cally inserts a transition arc at external corners.
Smoothing corners with M90
The tool moves around corners at constant speed.
Advantages:
• Provides a smoother, more continuous surface
• Reduces machining time
Application example:
Surfaces consisting of several straight line elements.
Duration of effect
The miscellaneous function M90 is effective only in the blocks in which it
is programmed. Operation with servo lag must be active.
A limit value can be set in machine parameter MP7460 (see page 11-
9) below which the tool will move at constant feed rate (valid for
operation both with servo lag and with feed precontrol). This value is
valid regardless of M90.