Chamfer g24 -13, Chamfer g24 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 96
5-13
TNC 360
5
Programming Tool Movements
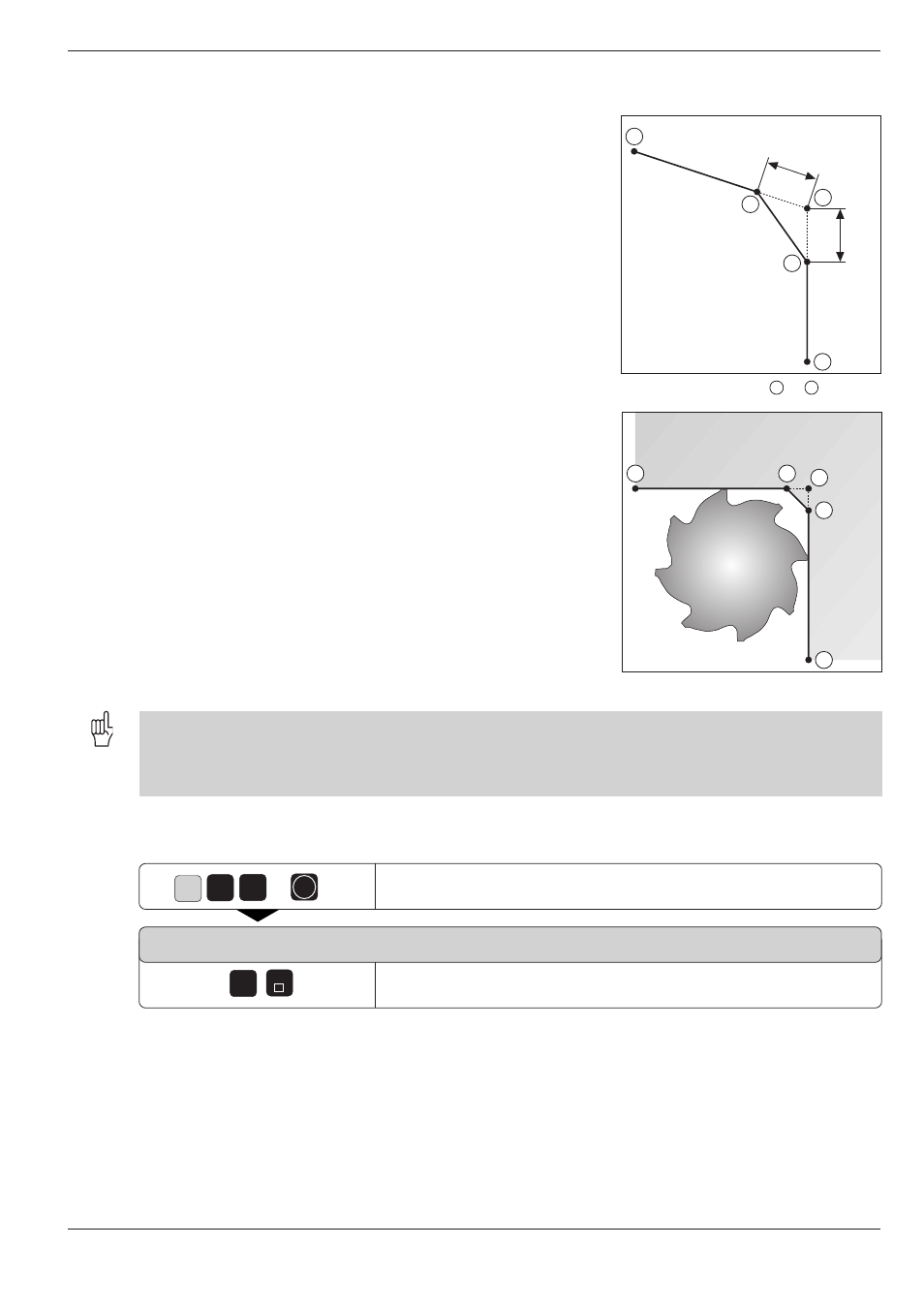
Fig. 5.15:
Chamfer from
S
to
Z
Fig. 5.16:
Tool radius too large
5.4
Path Contours - Cartesian Coordinates
1
E
2
Z
S
1
S
E
2
L
L
Z
5
e.g.
2
4
G
ENT
END
Chamfer G24
The chamfer function permits you to cut off corners at the intersection of
two straight lines.
You enter the length L to be removed from each side of the corner.
Prerequisites:
• The radius compensation before and after the chamfer block must be
the same.
• An inside chamfer must be large enough to accommodate the current
tool.
• You cannot start a contour with a G24 block.
• A chamfer is only possible in the working plane.
• The feed rate for chamfering is taken from the previous block.
• The corner point E is cut off by the chamfer and is not part of the resulting contour.
To program a chamfer:
Select the chamfer function.
CHAMFER SIDE LENGTH?
Enter the length to be removed from each side of the corner, for
example 5 mm.
Resulting NC block: G24 R5 *