HEIDENHAIN TNC 360 ISO Programming User Manual
Page 40
TNC 360
2-3
2
Manual Operation and Setup
3
ENT
e.g.
X
Traverse in mm per
revolution
20.000
10.000
5.000
2.500
1.250
0.625
0.312
0.156
0.078
0.039
0.019
Interpolation
factor
0
1
2
3
4
5
6
7
8
9
10
e.g.
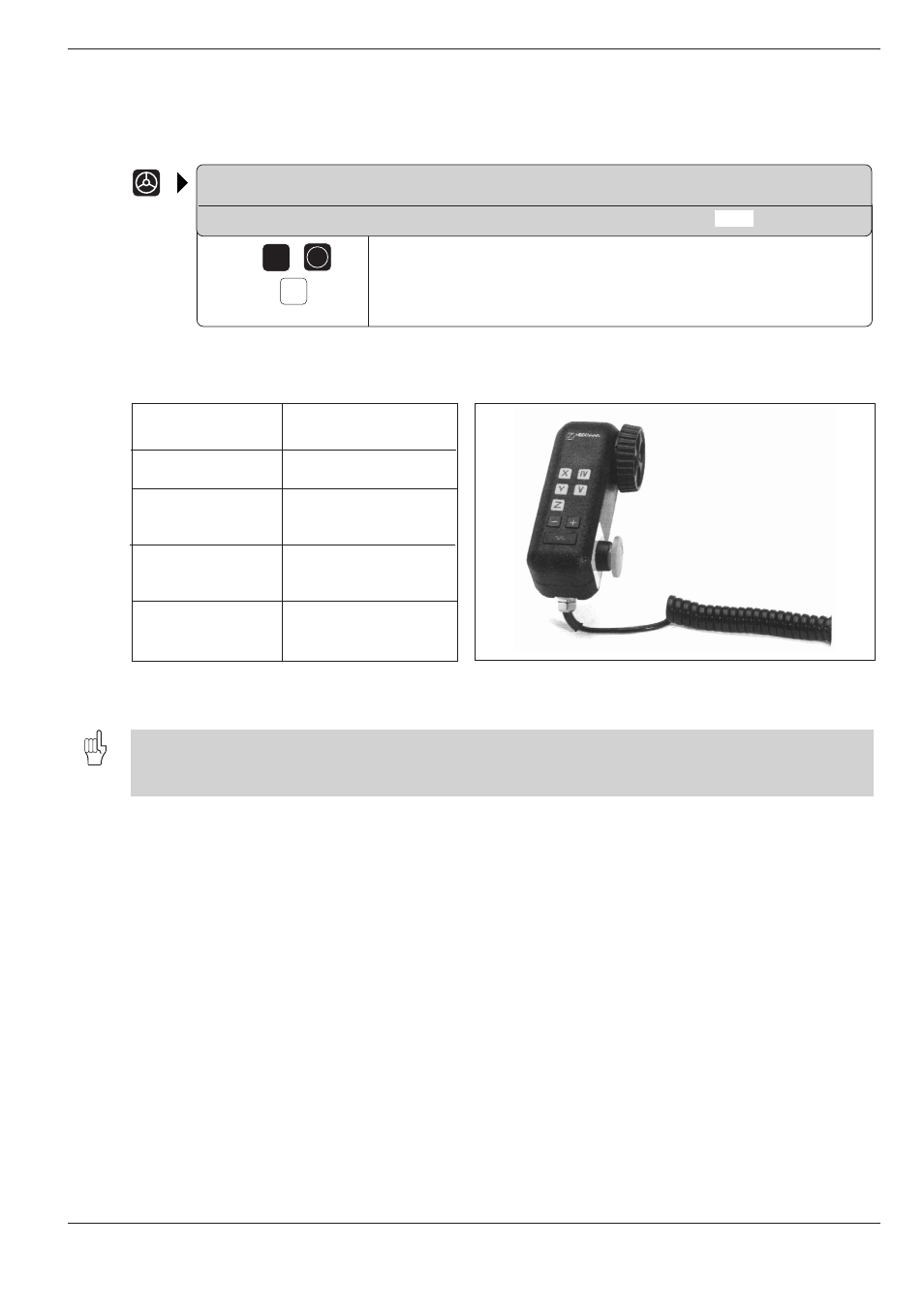
Fig. 2.2:
HR 330 Electronic Handwheel
Fig. 2.1:
Interpolation factors and paths of traverse
Traversing with the electronic handwheel
ELECTRONIC HANDWHEEL
INTERPOLATION FACTOR:
1
3
Enter the desired interpolation factor (see table below).
Select the axis that you wish to move:
for portable handwheels, at the handwheel;
for integral handwheels, at the TNC keyboard.
Now move the selected axis with the electronic handwheel. If you are
using the portable handwheel, first press the enabling switch on its back.
The smallest programmable interpolation factor depends on the individual machine tool.
Positioning with the electronic handwheel can also be carried out in the operating mode PROGRAMMING AND
EDITING (depending on MP7641).
Working with the HR 330 Electronic Handwheel
Attach the electronic handwheel to a steel surface with the mounting
magnets such that it cannot be operated unintentionally.
Be sure not to press the axis direction buttons unintentionally when you
remove the handwheel from its position as long as the enabling switch
(between the magnets) is depressed.
If you are using the handwheel for machine setup, press the enabling
switch. Only then can you move the axes with the axis direction buttons.
2.1
Moving the Machine Axes