G 01 g01 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 85
5-2
TNC 360
5
Programming Tool Movements
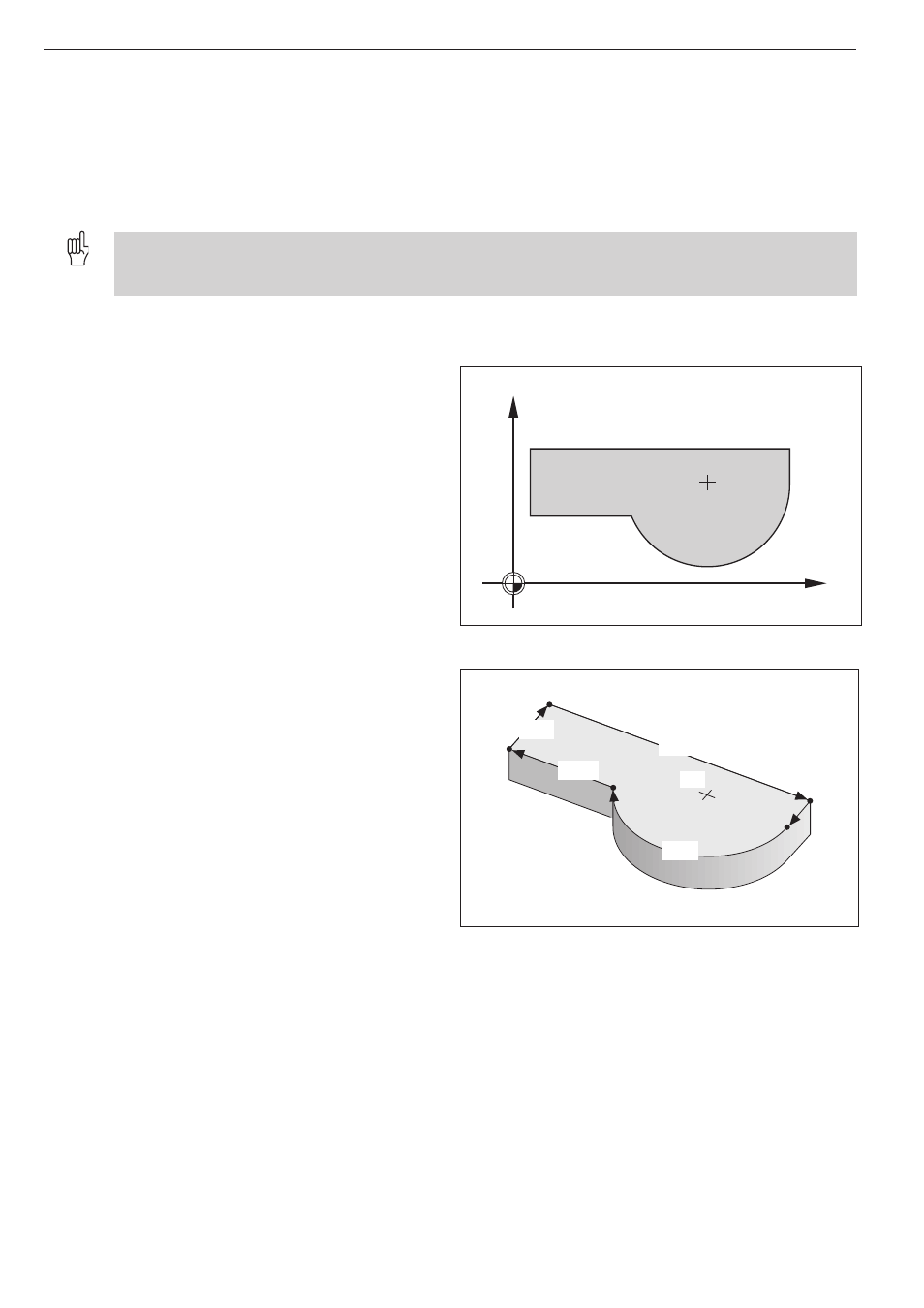
Fig. 5.2: Contour elements are programmed and executed in sequence
Fig. 5.1:
A contour consists of a combination of straight lines and
circular arcs
X
Y
G 01
G01
I, J
G02
G01
G01
5.1 General Information on Programming Tool Movements
A tool movement is always programmed as if the
tool is moving and the workpiece is stationary.
Always pre-position the tool at the beginning of a part program to prevent the possibility of damaging the tool or
workpiece. In addition, radius compensation and a path function must be active.
Example of an NC block: N30 G00 G40 G90 Z+100 *
Path functions
Each element of the workpiece contour is entered
separately using path functions. The various path
functions produce:
• Straight lines
• Circular arcs
You can also program a combination of the two
(helical paths).
The contour elements are executed in sequence to
machine the programmed contour.