X(z,y) x – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 122
5-39
TNC 360
5
Programming Tool Movements
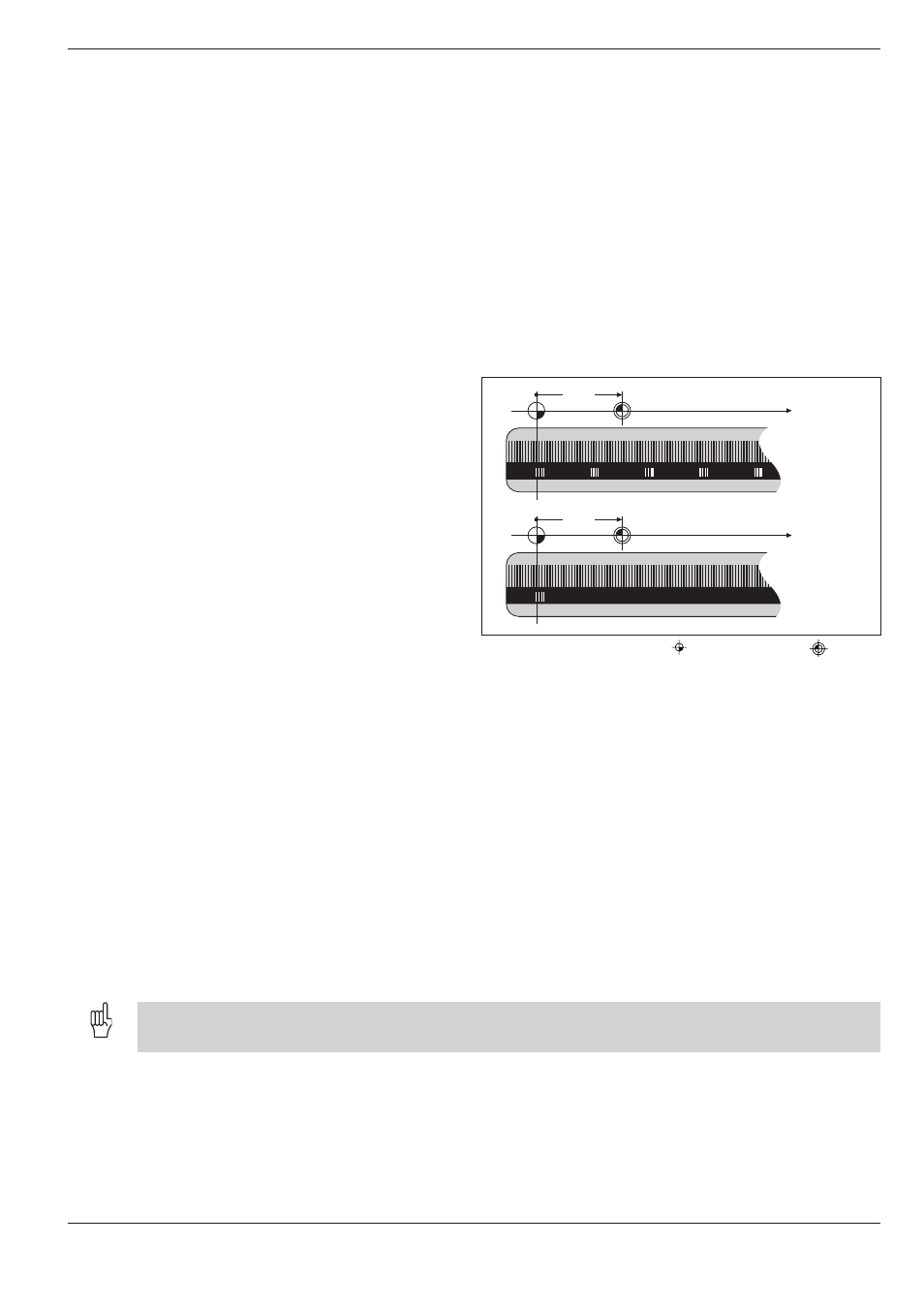
Fig. 5.46:
Scale reference point
and machine datum
for
scales with one or several reference marks
5.6
M Functions for Contouring Behavior
X(Z,Y)
X
MP
X(Z,Y)
X
MP
Programming machine-referenced coordinates: M91/M92
Standard behavior
Coordinates are referenced to the workpiece datum (see page 1-9).
Scale reference point
The position feedback scales are provided with one or more reference
marks. Reference marks are used to indicate the position of the scale
reference point. If the scale has only one reference mark, its position is
the scale reference point. If the scale has several – distance-coded –
reference marks, then the scale reference point is indicated by the left-
most reference mark (at the beginning of the measuring range).
Machine datum – miscellaneous function M91
The machine datum is required for the following
tasks:
• Defining the limits of traverse (software limit
switches)
• Moving to machine-referenced positions (e.g.
tool-change position)
• Setting the workpiece datum
The machine tool builder defines the distance for
each axis from the scale reference point to the
machine datum in a machine parameter.
If you want the coordinates in a positioning block to
be referenced to the machine datum, end the block
with the miscellaneous function M91.
Coordinates that are referenced to the machine
datum are indicated in the display with REF.
Additional machine datum – miscellaneous function M92
Besides to the machine datum, the machine tool
builder can define another machine-referenced
position, the additional machine datum.
The machine tool builder defines the distance for
each axis from the machine datum to the additional
machine datum.
If you want the coordinates in a positioning block to
be referenced to the additional machine datum, end
the block with the miscellaneous function M92.
The values for radius compensation remain effective, even if you have programmed the coordinates with M91 of
M92.