Pilot drilling g56 -25, Yx y x – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 178
8-25
8
Cycles
TNC 360
8.3
SL Cycles
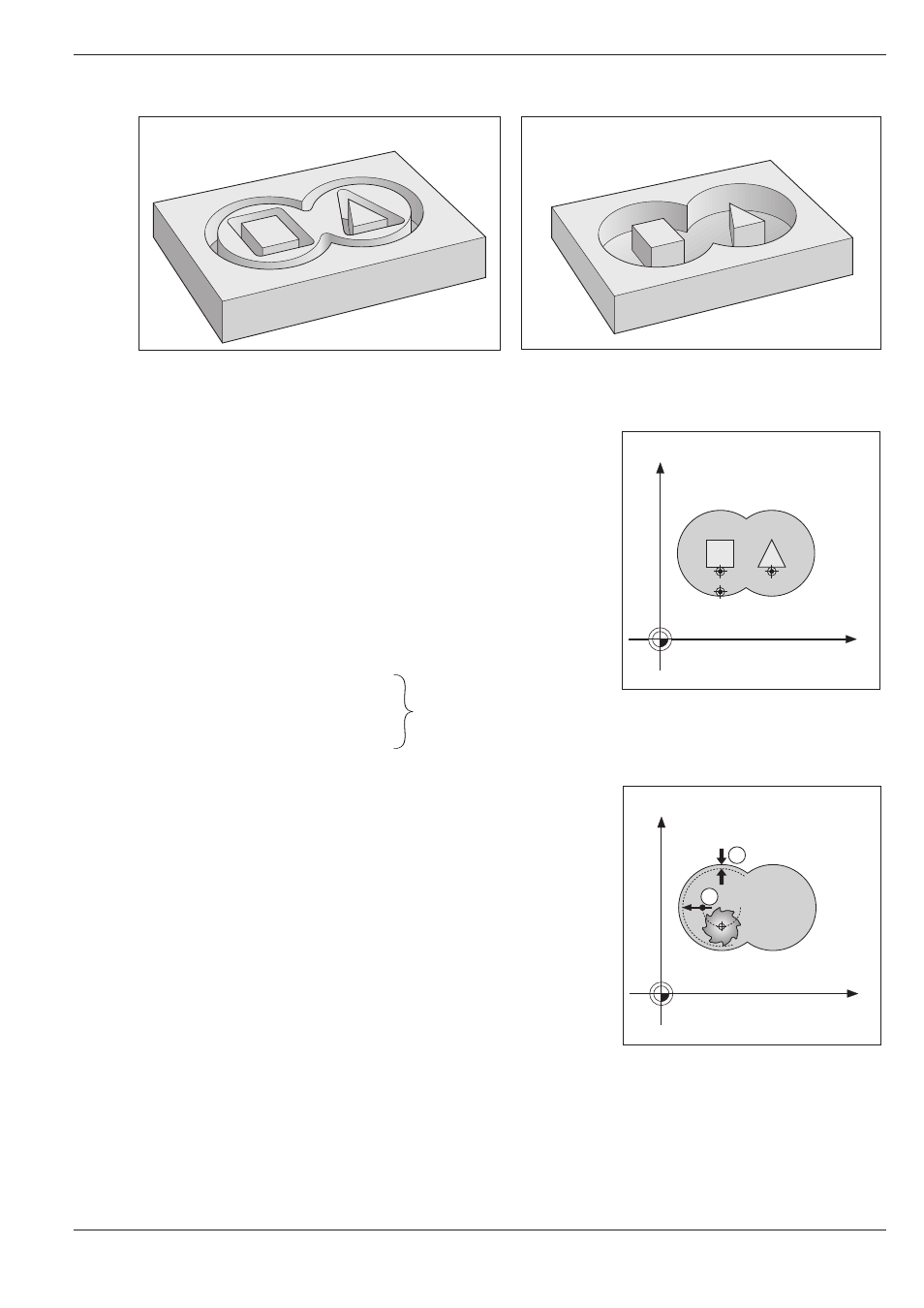
Fig. 8.27:
Milling completed
Fig. 8.26:
Milling the outlines
Fig. 8.28:
Example of cutter infeed for
PECKING
Fig. 8.29:
Finishing allowance
Y
X
Y
X
D
R
Identical to cycle G83
PECKING
PILOT DRILLING G56
Process
Pilot drilling of holes for cutter infeed at the starting points of the subcon-
tours. With SL contours that consist of several overlapping surfaces, the
cutter infeed point is the starting point of the first subcontour:
• The tool is positioned above the first infeed point.
• The subsequent drilling sequence is identical to that of cycle G83:
PECKING.
• The tool is then positioned above the next infeed point, and the drilling
process is repeated.
Input data
• SETUP CLEARANCE
• MILLING DEPTH
• PECKING DEPTH
• DWELL TIME
• FEED RATE
• FINISHING ALLOWANCE
Allowed material for the drilling operation (see Fig. 8.29).
The sum of tool radius and finishing allowance should be the same for
pilot drilling and roughing out.