Machining a hemisphere with an end mill -19 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 153
7-19
TNC 360
7
Programming with Q Parameters
7.8
Examples for Exercise
Continued...
Workpiece blank; define and insert tool
Assign the sphere data to the param-
eters
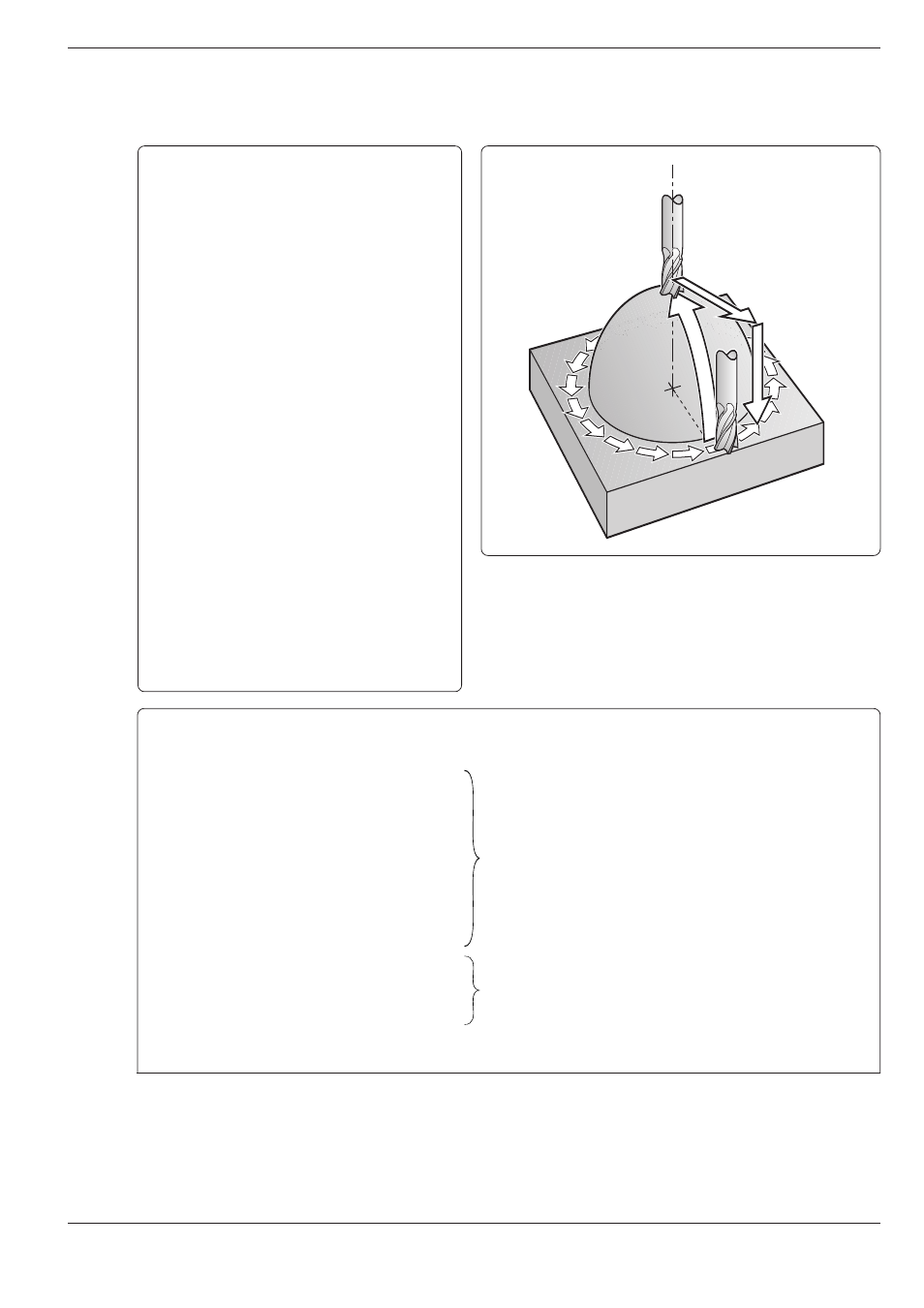
Machining a hemisphere with an end mill
Notes on the program:
• The tool moves upwards in the ZX plane.
• You can enter an oversize in block N120
(Q12) if you want to machine the contour
in several steps.
• The tool radius is automatically compensated
with parameter Q108.
The program works with the following values:
• Solid angle:
Start angle
Q1
End angle
Q2
Increment
Q3
• Sphere radius
Q4
• Setup clearance
Q5
• Plane angle:
Start angle
Q6
End angle
Q7
Increment
Q8
• Center of sphere:
X coordinate Q9
Y coordinate Q10
• Milling feed rate
Q11
• Oversize
Q12
The parameters additionally defined in the
program have the following meanings:
• Q15:
Setup clearance above the sphere
• Q21:
Solid angle during machining
• Q24:
Distance from center of sphere
to center of tool
• Q26:
Plane angle during machining
• Q108: TNC parameter with tool radius
Part program
%360712 G71 *
N10 D00 Q1 P01 + 90 *
N20 D00 Q2 P01 + 0 *
N30 D00 Q3 P01+ 5 *
N40 D00 Q4 P01 + 45 *
N50 D00 Q5 P01 + 2 *
N60 D00 Q6 P01+ 0 *
N70 D00 Q7 P01 + 360 *
N80 D00 Q8 P01 + 5 *
N90 D00 Q9 P01 + 50 *
N100 D00 Q10 P01 + 50 *
N110 D00 Q11 P01 + 500 *
N120 D00 Q12 P01 + 0 *
N130 G30 G17 X+0 Y+0 Z–50 *
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+5 *
N160 T1 G17 S1000 *
N170 G00 G40 G90 Z+100 M06 *
N180 L 10,0 * ............................................................. Subprogram call
N190 G00 G40 G90 Z+100 M02 * ............................. Retract tool; return jump to beginning of program