HEIDENHAIN TNC 360 ISO Programming User Manual
Page 94
Advertising
5-11
TNC 360
5
Programming Tool Movements
5.4
Path Contours - Cartesian Coordinates
.
.
.
4
1
2
G
G
0
G
4
4
END
M
e.g.
3
ENT
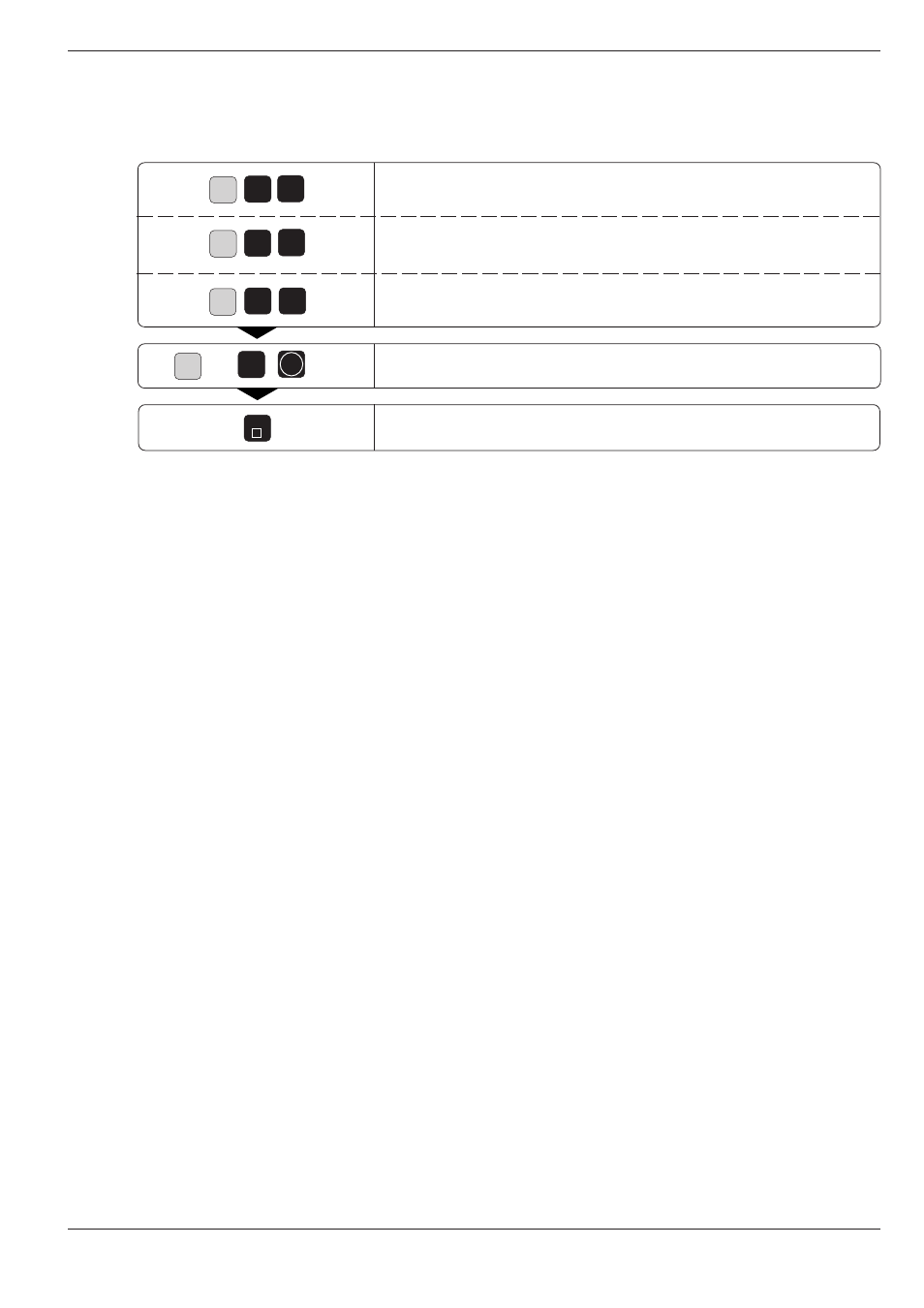
The tool must move to the left of the programmed contour to com-
pensate its own radius.
The tool must move to the right of the programmed contour to
compensate its own radius.
The tool moves directly to the end point.
Enter a miscellaneous function, for example M3 (spindle on, clock-
wise rotation).
Conclude the block with END as soon as all coordinates are entered.
Resulting NC block: N25 G00 G42 G91 X+50 G90 Y+10 Z–20 M3 *
Advertising
This manual is related to the following products: