Smooth approach and departure -6 – HEIDENHAIN TNC 360 ISO Programming User Manual
Page 89
5-6
TNC 360
5
Programming Tool Movements
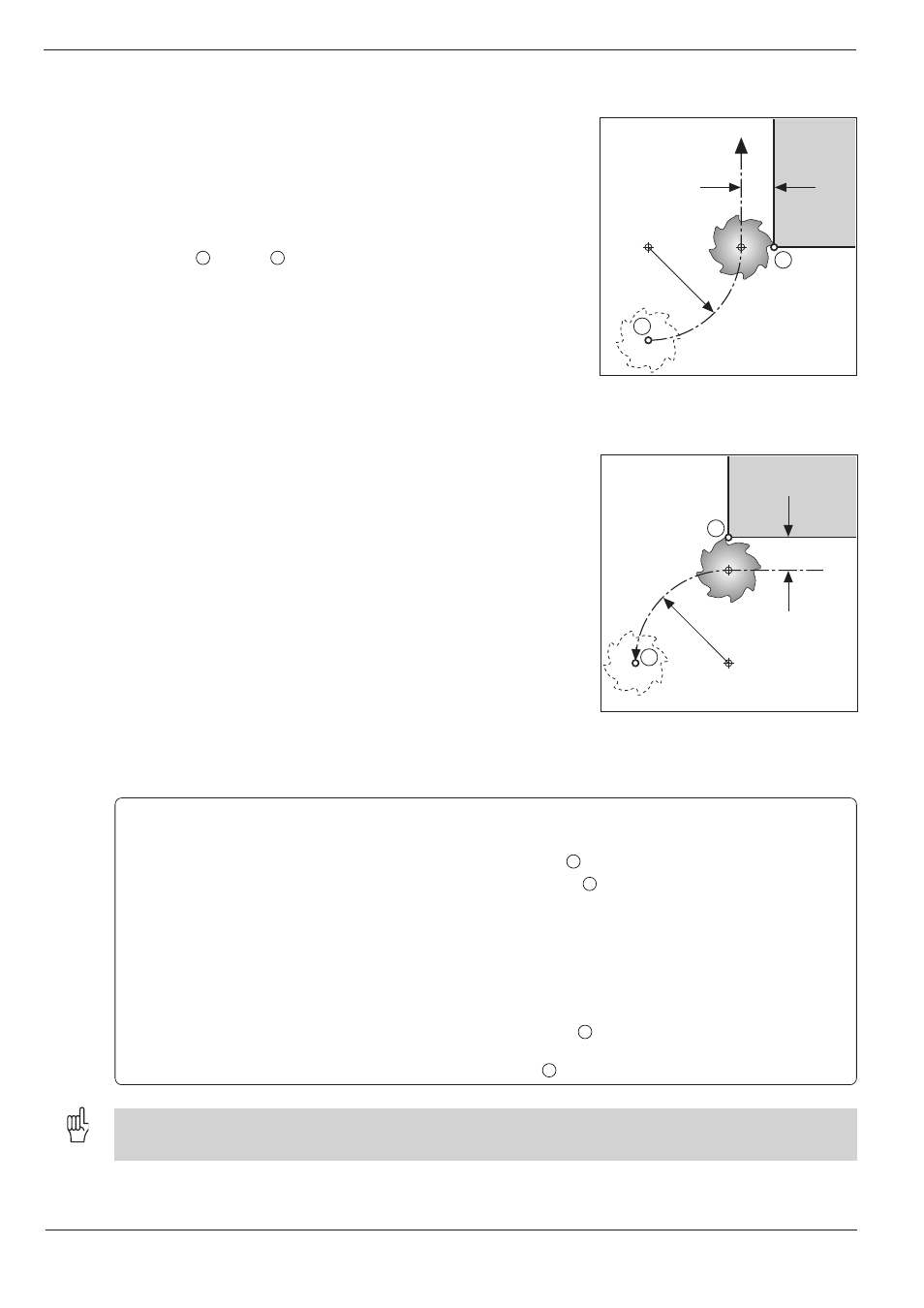
Fig. 5.9:
Smooth approach onto a contour
Fig. 5.10:
Smooth departure from a contour
5.2
Contour Approach and Departure
.
.
.
.
.
.
.
.
.
B
E
G40
R
G41
A
S
G40
R
G41
Smooth approach and departure
The tool approaches and departs the workpiece at a tangent if you select
the function G26 for approach and the function G27 for departure. This
prevents dwell marks on the workpiece surface.
Starting and end positions
The starting
S
and end
E
positions of machining lie outside of the
workpiece and near the first and last contour elements, respectively.
The tool paths to the starting and end positions are programmed without
radius compensation.
Input
• During contour approach, the function G26 is entered after the block in
which the first contour point is programmed, i.e. after the first block
with radius compensation G41/G42.
• During contour departure, the function G27 is entered after the block in
which the last contour point is programmed, i.e. after the last block
with radius compensation G41/G42.
Program example
G00 G40 G90 X ... Y ... ............................................... Starting position
S
G01 G41 X ... Y ... F350 .............................................. First contour point
A
G26 R ... ..................................................................... Smooth approach
Contour elements
X ... Y ... ...................................................................... Last contour point
B
G27 R ... ..................................................................... Smooth departure
G00 G40 X ... Y ... ....................................................... End position
E
For proper execution of the functions G26/G27, a radius must be chosen such that the arc can connect the starting
or end position with the contour point.