HEIDENHAIN TNC 360 ISO Programming User Manual
Page 70
Advertising
TNC 360
4-6
4
Programming
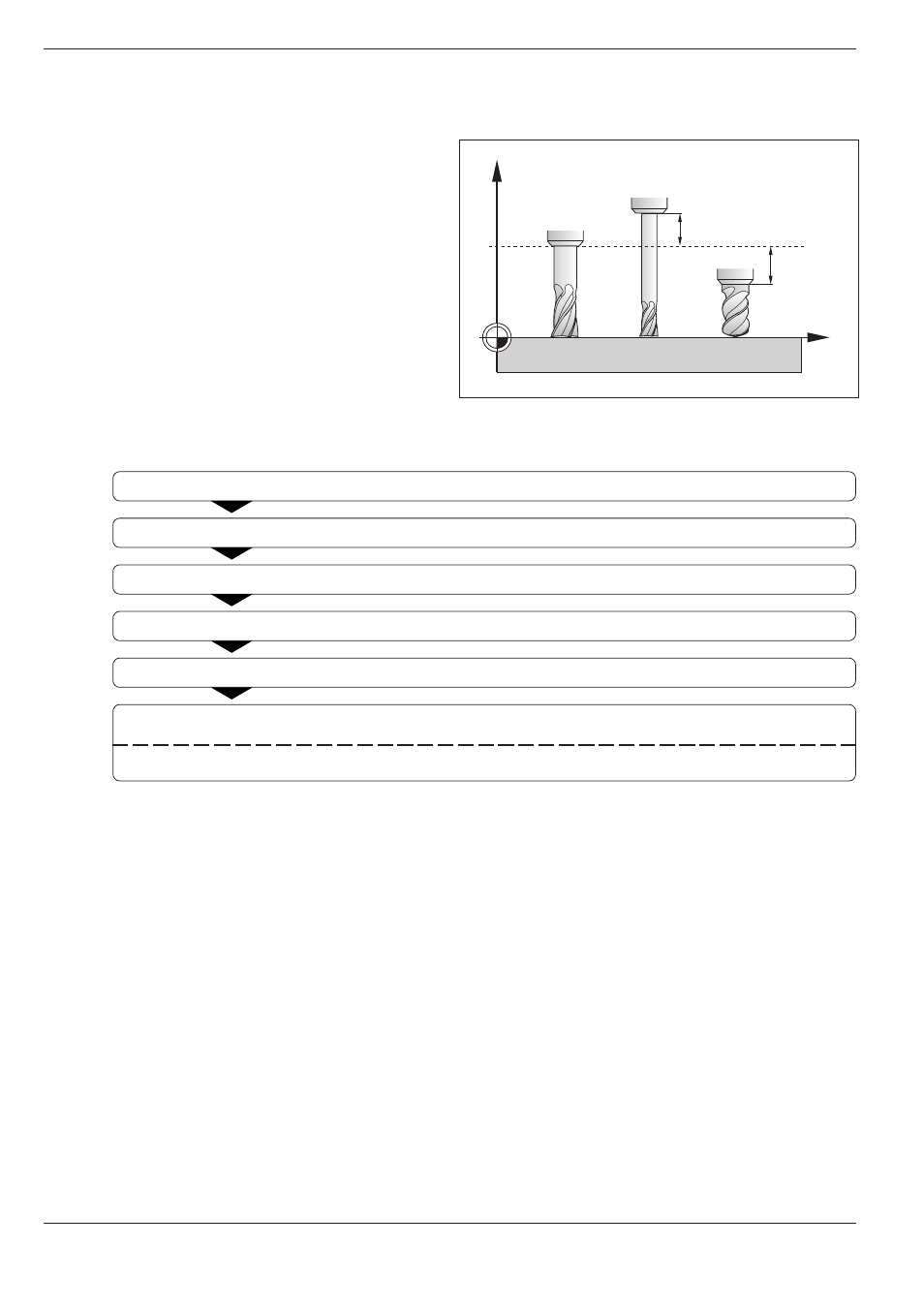
Fig. 4.2:
Tool lengths can be given as the difference from the zero
tool
4.2
Tools
Z
X
L
0
L >0
1
L <0
2
Determining tool length with a zero tool
For the sign of the tool length L:
L > L
0
A positive value means the tool is longer
than the zero tool.
L < L
0
A negative value means the tool is
shorter than the zero tool.
Move the zero tool to the reference position in the tool axis (e.g. workpiece surface with Z = 0).
If necessary, set the datum in the tool axis to 0.
Change tools.
Move the new tool to the same reference position as the zero tool.
The TNC displays the compensation value for the length L of the tool.
Write the value down and enter it later.
Enter the display value by using the "actual position capture" function (see page 4-20).
Advertising
This manual is related to the following products: