Yaskawa MP900 Series Motion Programming Manual User Manual
Page 114
Advanced Programming
3.1.11 Parallel Execution Commands (PFORK, JOINTO, PJOINT)
3 -24
Commands Designated Before PFORK
Values set by commands designated before the PFORK command, e.g., FMX, ABS/INC, F des-
ignation, IFP, PLN, IAC/IDC, are effective in processes executed in parallel for the parallel
execution commands. Commands can also be used to set different values in each of the parallel
processes. After merging, processing will continue using the values set in the the leftmost pro-
cess.
Parallel Execution Commands in Subroutines
The following restrictions apply to the parallel execution commands in subroutines:
D
A maximum of two parallel processes are possible in a subroutine.
D
For the MP900-series Machine Controllers, an axis move command can be coded only in the
blocks designated by the first label.
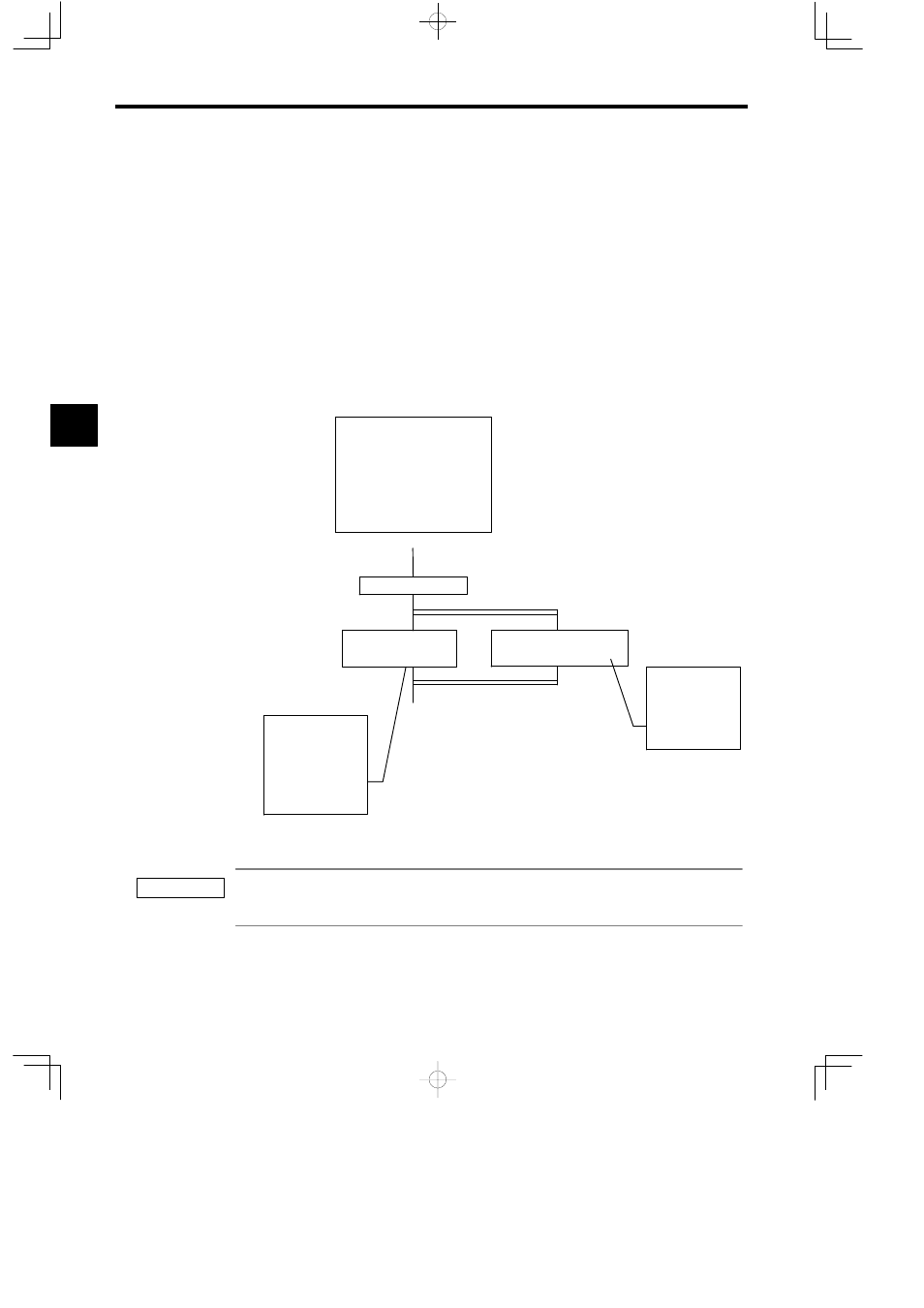
PFORK
MVS[X]100.[Z]100.
IOW MW10000==1
PFORK 0002 0003;
0002:MVS [X]100.[Z]100.;
JOINTO 0004;
0003:IOW MW10000==1;
JOINTO 0004;
0004:PJOINT;
0002
0003
0004
For the
MP900-series
Machine Controllers,
an axis move
command can only
be coded in a block
designated by the
front label.
Only sequence
commands can
be coded in a
block designated
by the second
label.
Figure 3.10 Parallel Execution Commands in Subroutines
1. If the same label is used more than once in a program, an error will result (“Duplicate labels are defined”).
2. If the number of PFORK branches and the number of labels are different, an error will result.
3
IMPORTANT