2 linear interpolation (mvs), Caution – Yaskawa MP900 Series Motion Programming Manual User Manual
Page 58
2.1 Axis Move Commands
2 -5
J
Programming Examples
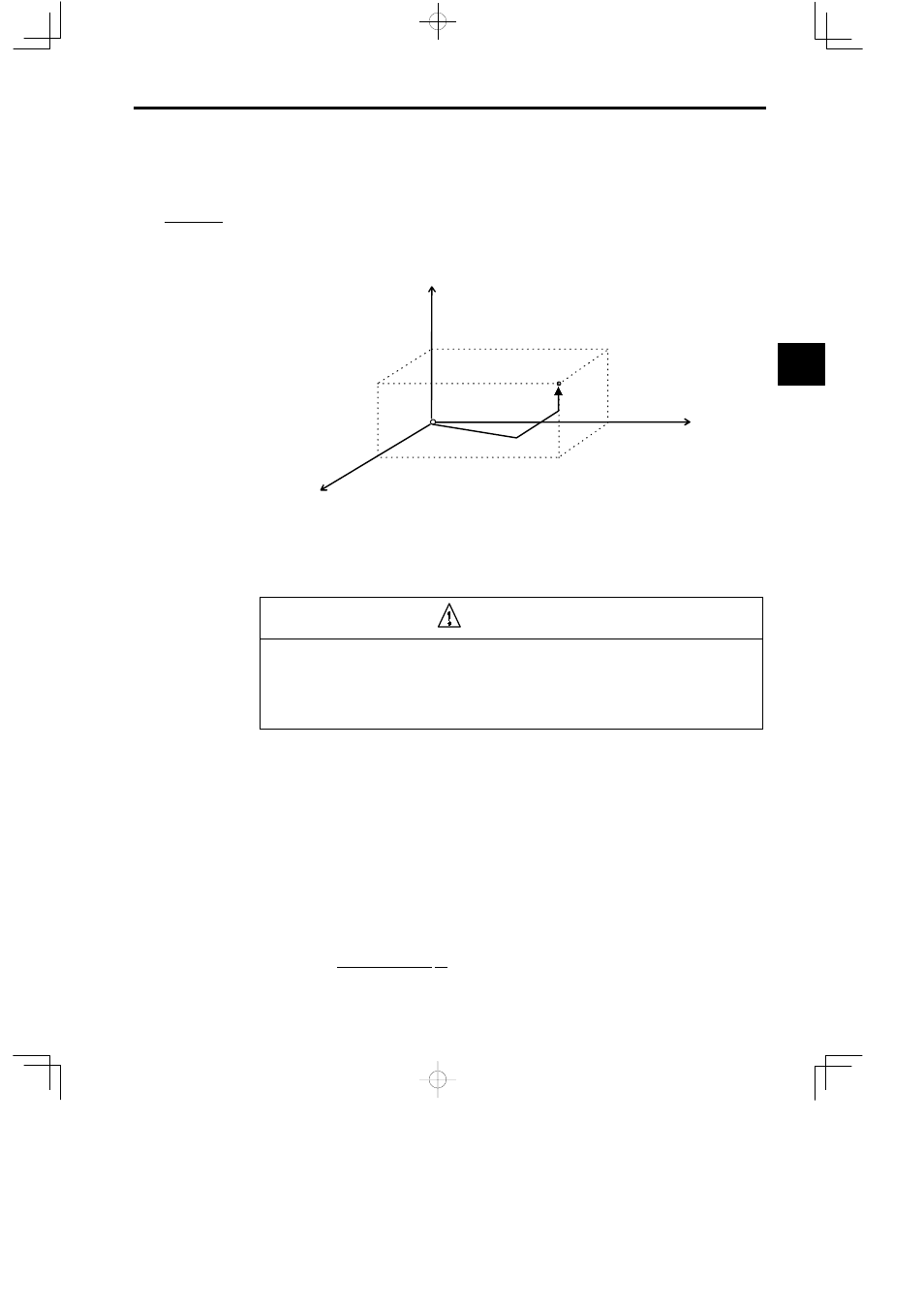
The following illustration shows a programming example for the MOV command in ABS mode.
ABS;
MOV [axis1] 4000 [axis2] 3000 [axis3] 2000;
Where
Current position: axis 1 = axis 2 = axis 3 = 0
axis 3
axis 1
axis 2
Current
position
End
position
3000
4000
2000
Figure 2.3
Programming Example for MOV
2.1.2 LINEAR INTERPOLATION (MVS)
Caution
D
LINEAR INTERPOLATION (MVS) can be executed for either linear axes or rotary axes. If rotary
axes are included, however, the linear interpolation path will not be in straight line. When program-
ming, be sure to check the path to make sure that there are no tools or other obstacles in the way of
the workpiece.
Failure to carry out this check may result in damage to equipment, serious personal injury, or even death.
J
Overview
The LINEAR INTERPOLATION (MVS) command moves each axis linearly from the current
position to the end position at interpolation feed speed. Up to 14 axes* can be moved simulta-
neously. Any axis not specified in the command will not be moved.
*
Number of axes with simultaneous control for the MP930.
The number of simultaneously controlled axes differs depending on the model of the Ma-
chine Controller. Refer to 1.1.2 Function Performance for details.
J
Description
The MVS command is designated as follows:
MVS [axis1] − [axis2] − ⋅⋅⋅ F−;
Reference position Interpolation feed speed
2
A
EXAMPLE
"