6 skip function (skp) – Yaskawa MP900 Series Motion Programming Manual User Manual
Page 76
2.1 Axis Move Commands
2 -23
2.1.6 SKIP FUNCTION (SKP)
J
Overview
The SKIP FUNCTION (SKP) uses linear interpolation to move up to 14 axes* simultaneously
from the current position to the end position at interpolation feed speed (F). When the skip signal
turns ON during axis movement, the moving axis is decelerated to stop and the remaining travel
distance is cancelled. Any axis not specified in the command will not be moved.
When the skip signal turns ON during axis movement in a SKP command block, axis movement
is decelerated to stop, the remaining travel distance for that block is cancelled, and program
execution proceeds to the next block. In this way, the SKP command enables the programming
of motion control that can respond to external conditions.
*
Number of axes with simultaneous control for the MP930.
The number of simultaneously controlled axes differs depending on the model of the Ma-
chine Controller. Refer to 1.1.2 Function Performance for details.
J
Description
The SKP command is designated as follows:
SKP [axis1] − [axis2] − ⋅⋅⋅ F− SS−;
A
B C
A: Reference position
B: Interpolation feed speed
C: Skip selection
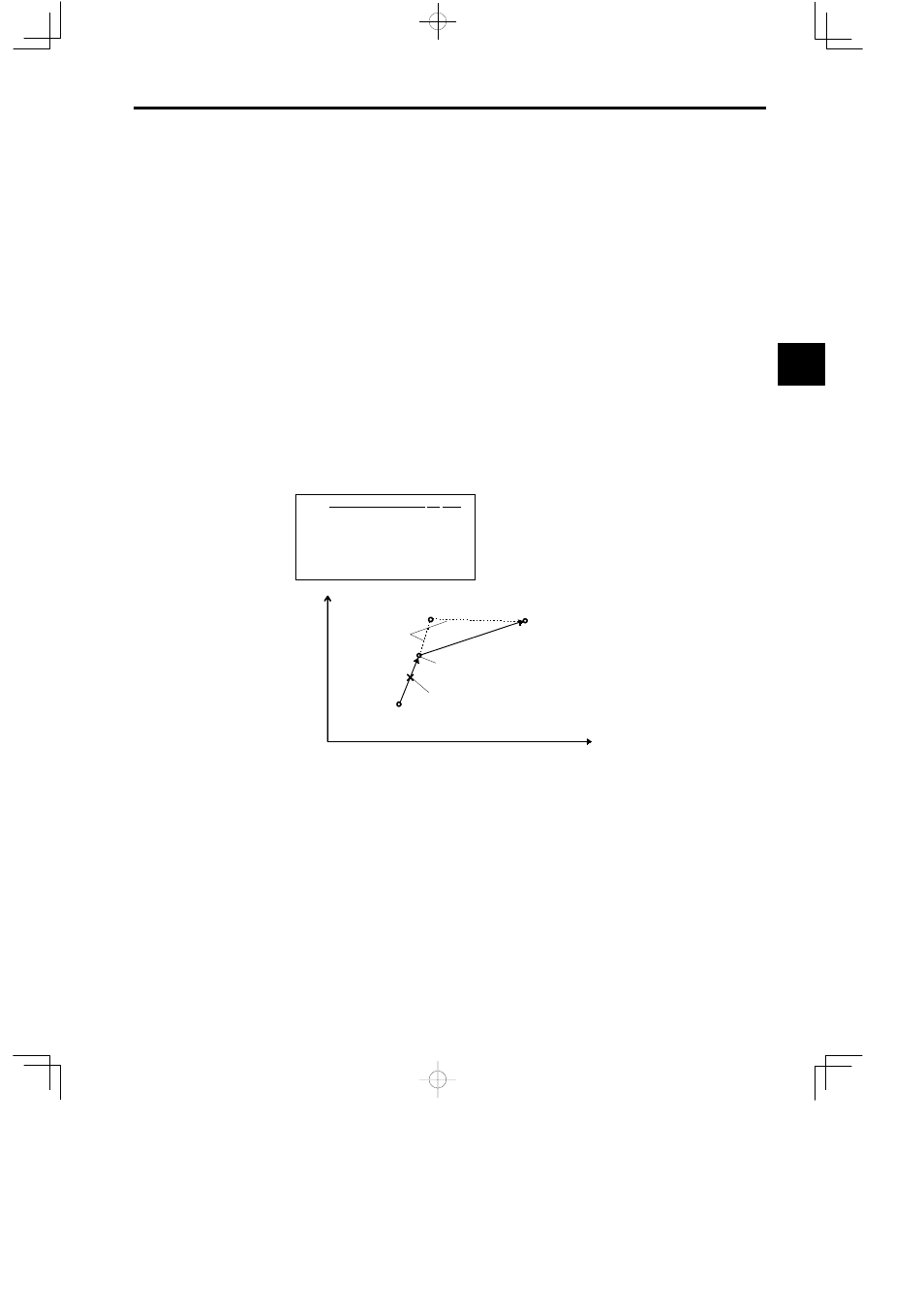
Path when skip
signal is not
turned ON
End position of SKP block
End position of next
block
Deceleration stop position
Position at which skip signal
turns ON
Current position
axis 1
axis 2
Figure 2.16 SKP Command Path
D
When a ladder logic programs are created by automatic generation, the skip input signals can
control up to 14 axes* divided into four groups. Two points can be allocated for each group.
D
Te skip input signal is selected by writing the number 1 or 2 for the skip selection (SS). Decide
which skip signal is to correspond to 1 or 2 by first allocating the control signals on the Group
Definition window.
D
The skip signal is input to the control signal for the MSEE command.
• Skip input signal 1:
Bit 8 of the control signal
• Skip input signal 2:
Bit 9 of the control signal
*
Number of axes with simultaneous control for the MP930.
The number of simultaneously controlled axes differs depending on the model of the Ma-
chine Controller. Refer to 1.1.2 Function Performance for details.
2