Jprogramming examples – Yaskawa MP900 Series Motion Programming Manual User Manual
Page 127
3.2 Speed and Acceleration/Deceleration Commands
3 -37
1. In a motion program that uses interpolation commands, be sure to designate the FMX command at the
beginning of the program to set the maximum interpolation feed speed. If FMX is not designated and the
F designation or IFP command is specified, an error will result.
2. The IFP command cannot be designated in the same block as the interpolation command.
3. When the interpolation feed speed is designated by the IFP command (when the F designation is not used),
designate the maximum interpolation feed speed in the FMX command before executing the interpola-
tion command.
4. If the IFP command is executed after the F designation, the interpolation feed speed designated by F will
be cancelled.
5. The speed designated by the IFP command remains in effect until it is reset by the next IFP command or
by an F designation.
J
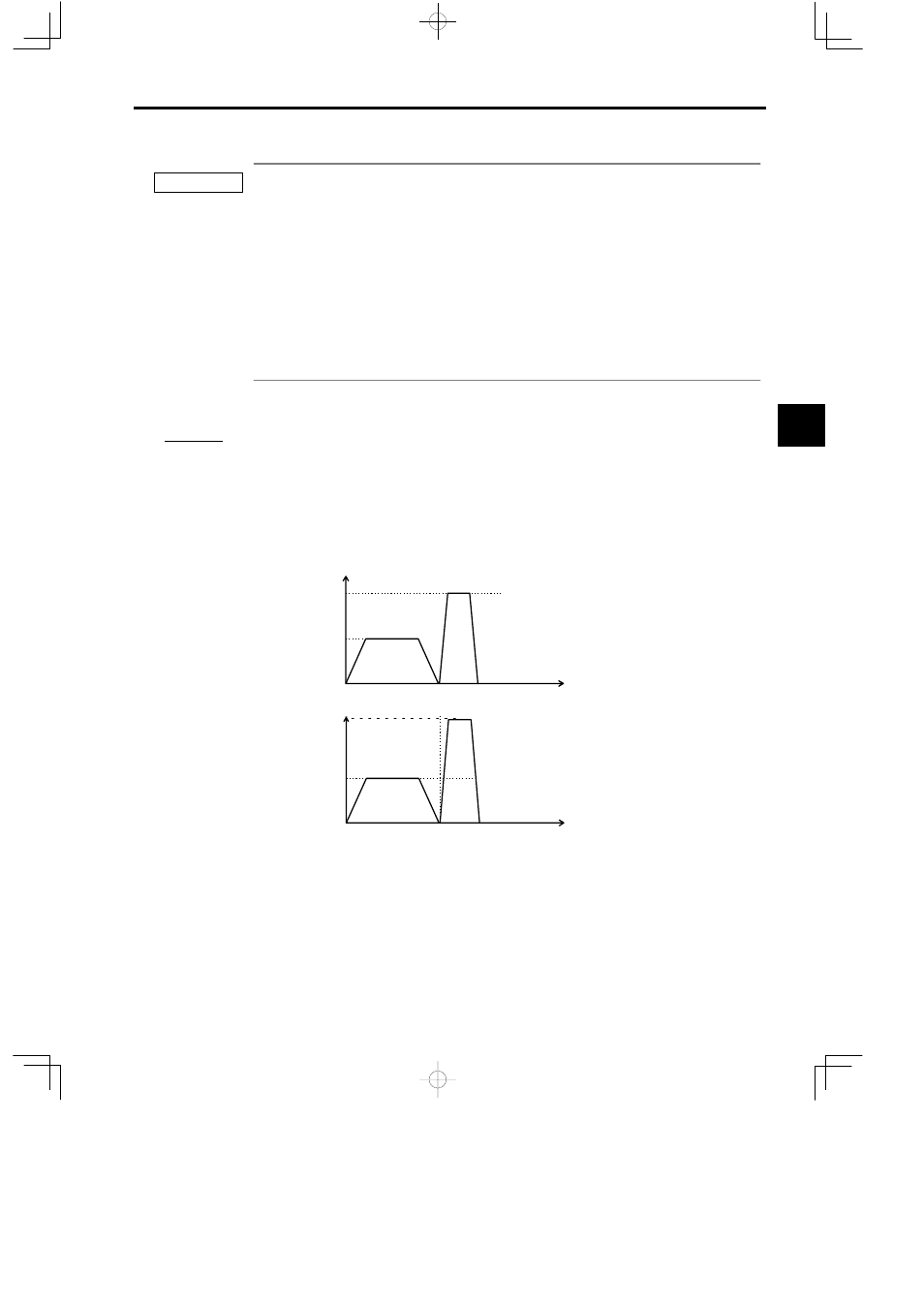
Programming Examples
INC;
FMX T1000;
IFP P50
MVS [axis1] 1000 [axis2] 1000;
IFP P100
MVS [axis1] 1000 [axis2] 1000;
V
1,000
500
V
500
1,000
Time
axis 1
Speed
Time
axis 2
Speed
Figure 3.21 Programming Example for INTERPOLATION FEED SPEED RATIO SET-
TING (IFP)
3
IMPORTANT
A
EXAMPLE
"