Yaskawa MP900 Series Motion Programming Manual User Manual
Page 60
2.1 Axis Move Commands
2 -7
D
An in-position check is not executed for axis movement with LINEAR INTERPOLATION
(MVS). The next block will be executed when pulse distribution for the designated block has
ben completed. To execute the next block after the in-position check, designate IN-POSI-
TION CHECK (PFN) in the same block or the next block.
D
The following types of acceleration/deceleration can be set for automatic acceleration/decel-
eration control using parameter settings and the IAC and IDC commands:
• Single-step linear acceleration/deceleration
• Asymmetric acceleration/deceleration
• S-curve acceleration/deceleration
D
The parameters and motion commands relating to automatic acceleration/deceleration of the
interpolation feed speed are as follows:
D
Parameters
MP900-series
Machine Controller
MP2000-series
Machine Controller
Filter Time Constant
OWxx14
OWxx3A
Motion Command Control Flags
Filter Type Selection
OWxx21 bit 4 to bit 7
OWxx03 bit 8 to bit 11
D
Motion commands
MAXIMUM INTERPORATION FEED SPEED SETTING (FMX)
F designation in interpolation command: INTERPOLATION FEED SPEED
INTERPOLATION FEED SPEED RATIO SETTING (IFP)
INTERPOLATION ACCELERATION TIME CHANGE (IAC)
INTERPORATION DECELERATION TIME CHANGE (DCC)
S-CURVE TIME CONSTANT CHANGE (SCC)
The acceleration/deceleration patterns can be set by combining the above parameters and motion
commands.
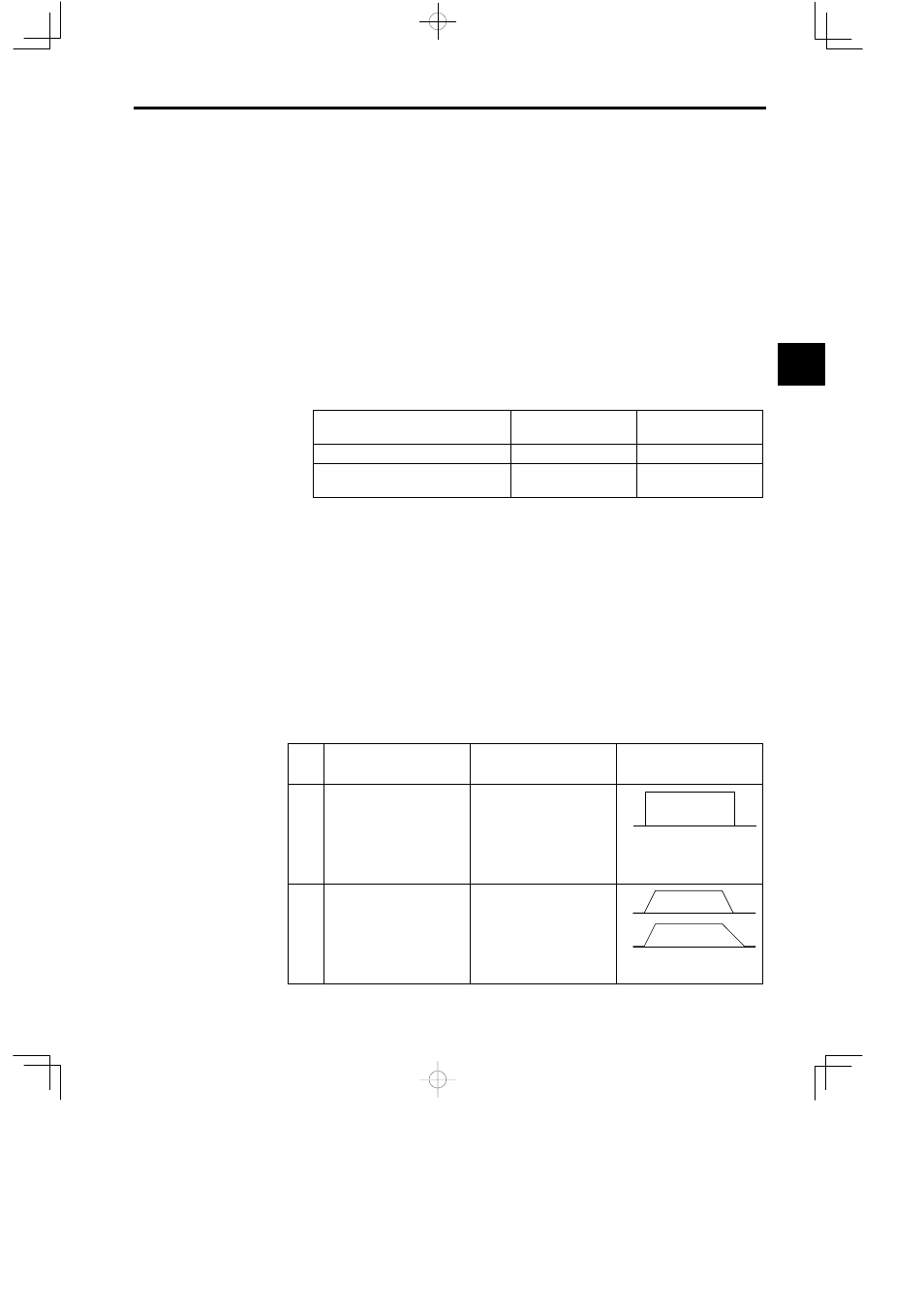
The acceleration/deceleration pattern example of MP900-series Machine Controller is shown
below.
NO.
Automatic Acceleration/
Deceleration Type
Related Parameter and
Command
Remarks
1
No acceleration/deceleration
Interpolation acceleration
time change (IAC) = 0
Interpolation deceleration
time change (IDC) = 0
OWxx21 bit 4 to bit 7 = 0
2
Single-step linear accelera-
tion/deceleration
Interpolation acceleration
time change (IAC) ≠ 0
Interpolation deceleration
time change (IDC) ≠ 0
OWxx21 bit 4 to bit 7 = 0
2