11 programming examples, Example: roughing-out and fine-roughing a pocket – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming User Manual
Page 201
Advertising
HEIDENHAIN iTNC 530
201
7.
1
1
Pr
ogr
amming examples
7.11 Programming examples
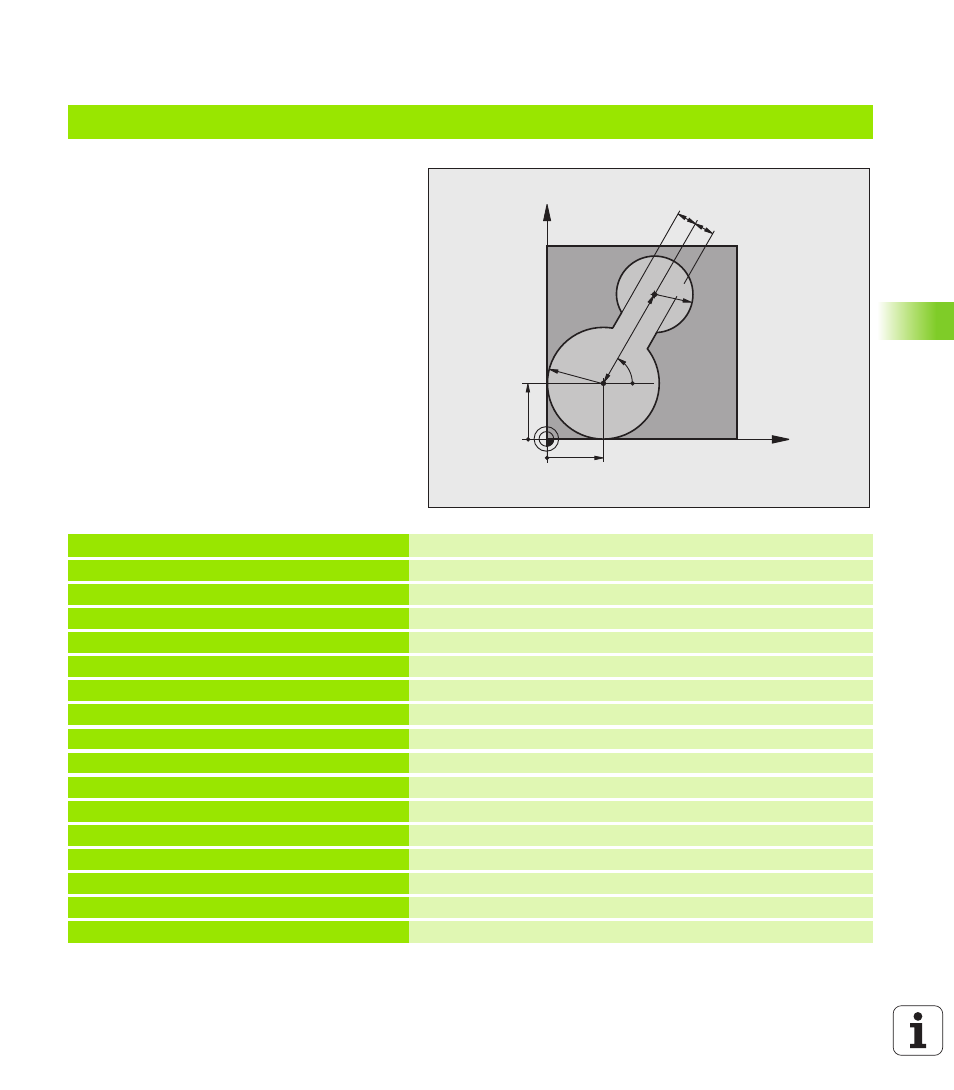
Example: Roughing-out and fine-roughing a pocket
0 BEGIN PGM C20 MM
1 BLK FORM 0.1 Z X-10 Y-10 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
Definition of workpiece blank
3 TOOL CALL 1 Z S2500
Tool call: coarse roughing tool, diameter 30
4 L Z+250 R0 FMAX
Retract the tool
5 CYCL DEF 14.0 CONTOUR GEOMETRY
Define contour subprogram
6 CYCL DEF 14 .1 CONTOUR LABEL 1
7 CYCL DEF 20 CONTOUR DATA
Define general machining parameters
Q1=-20
;MILLING DEPTH
Q2=1
;TOOL PATH OVERLAP
Q3=+0
;ALLOWANCE FOR SIDE
Q4=+0
;ALLOWANCE FOR FLOOR
Q5=+0
;SURFACE COORDINATE
Q6=2
;SETUP CLEARANCE
Q7=+100
;CLEARANCE HEIGHT
Q8=0.1
;ROUNDING RADIUS
Q9=-1
;DIRECTION
X
Y
30
30
R30
R20
60°
55
10
10
Advertising