Cycle run – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming User Manual
Page 220
220
Canned Cycles: Cylindrical Surface
8.5 C
Y
LINDER SURF
A
C
E outside cont
our milling (Cy
c
le 39, DIN/ISO: G139,
sof
tw
a
re
option 1)
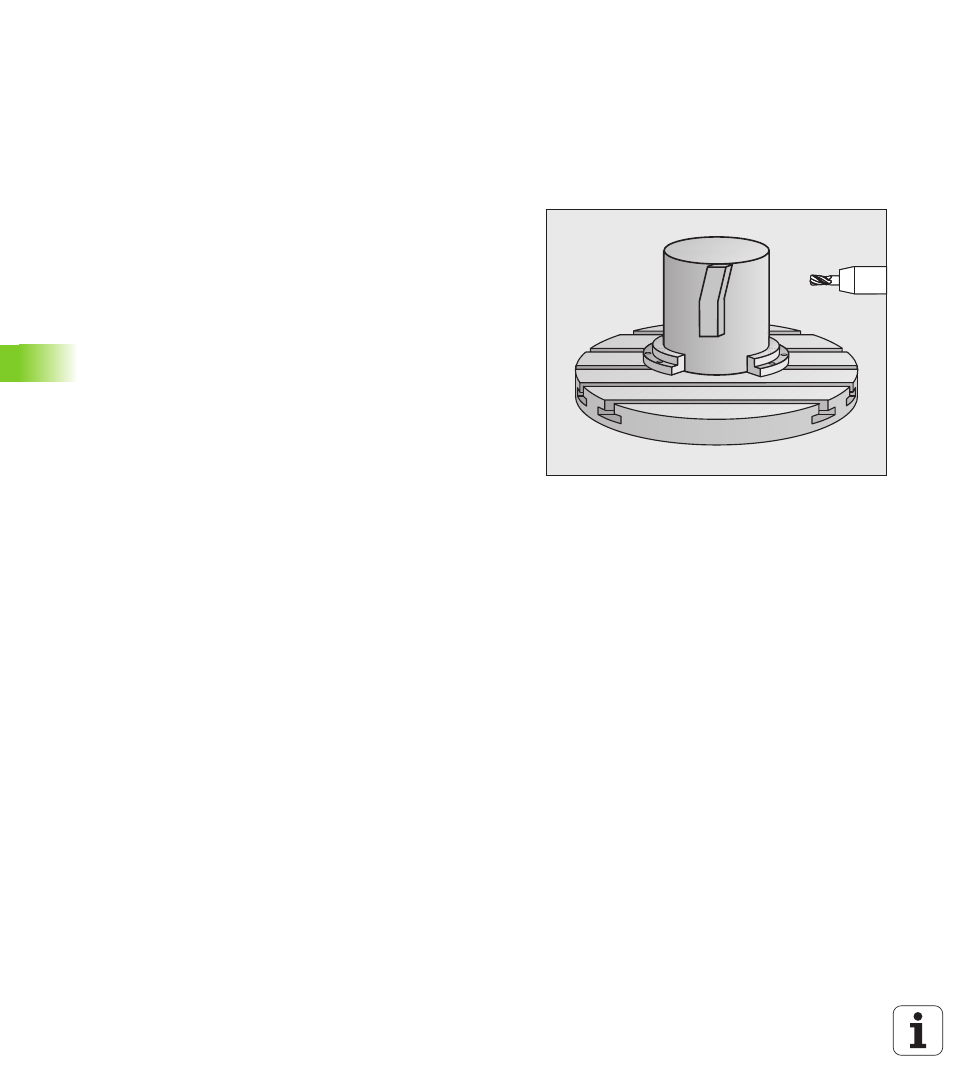
8.5 CYLINDER SURFACE outside
contour milling (Cycle 39, DIN/ISO:
G139, software option 1)
Cycle run
This cycle enables you to program an open contour in two dimensions
and then roll it onto a cylindrical surface for 3-D machining. With this
cycle the TNC adjusts the tool so that, with radius compensation
active, the wall of the open contour is always parallel to the cylinder
axis.
Unlike Cycles 28 and 29, in the contour subprogram you define the
actual contour to be machined.
1
The TNC positions the tool over the starting point of machining.
The TNC locates the starting point next to the first point defined in
the contour subprogram, offset by the tool diameter.
2
After the TNC has positioned to the first plunging depth, the tool
moves on a circular arc at the milling feed rate Q12 tangentially to
the contour. If so programmed, it will leave metal for the finishing
allowance.
3
At the first plunging depth, the tool mills along the programmed
contour at the milling feed rate Q12 until the contour train is
completed.
4
The tool then departs the ridge wall on a tangential path and
returns to the starting point of machining.
5
Steps 2 to 4 are repeated until the programmed milling depth Q1
is reached.
6
Finally, the tool retracts in the tool axis to the clearance height or
to the position last programmed before the cycle (depending on
machine parameter 7420).