Mild steel, Plasma / air shield 80 a cutting, Metric english – Hypertherm HPR260 Manual Gas Preventive Maintenance Program Rev.5 User Manual
Page 111: Marking
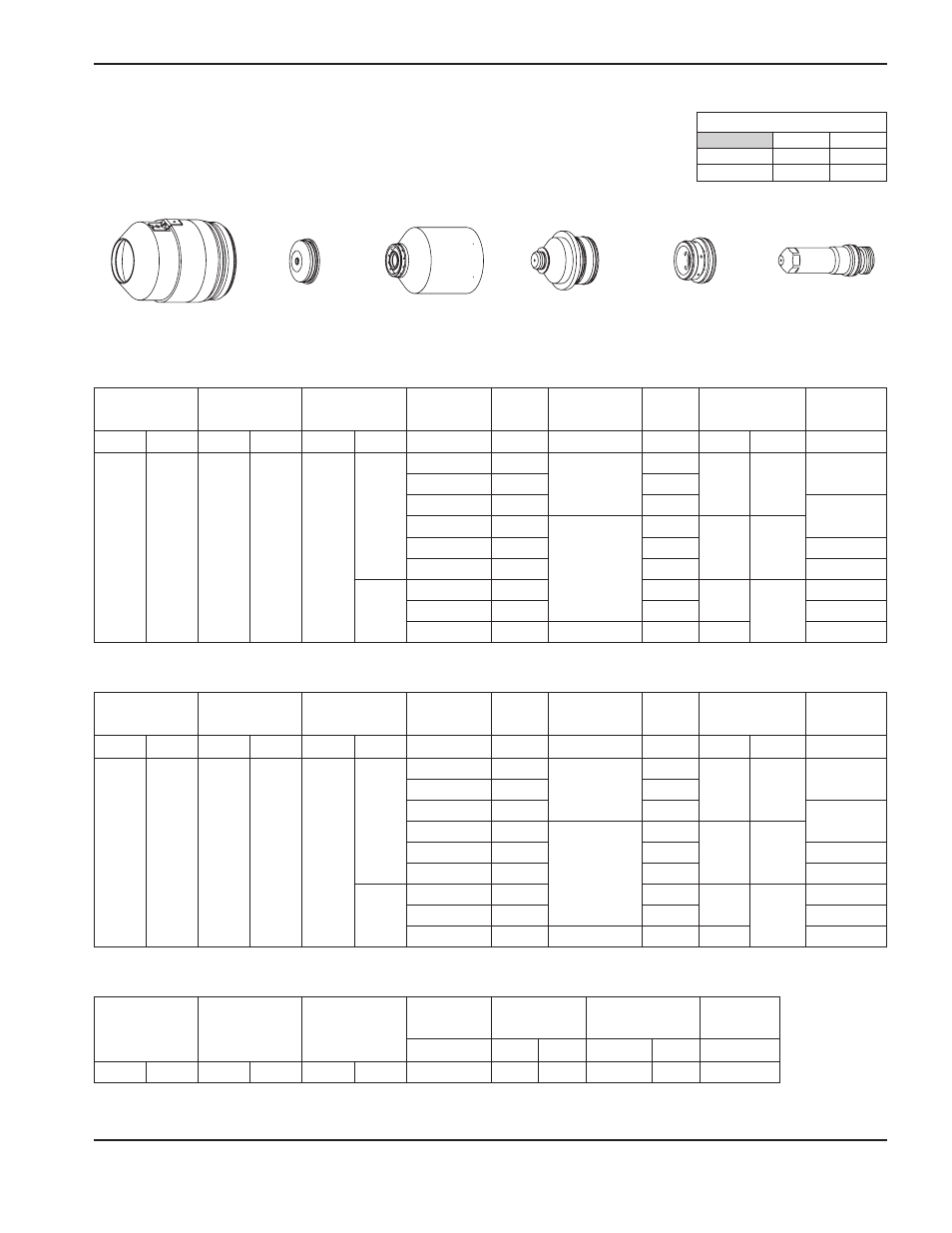
OPERATION
HPR260 Auto Gas
Instruction Manual
4-17
4
Mild steel
O
2
Plasma / Air Shield
80 A Cutting
220189
220173
220187
220176
220179
220188
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/min
ipm
Volts
N
2
N
2
10
10
10
10
15
2.5
0.100
6350
250
130
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts
mm
mm/m
mm
factor %
seconds
O
2
Air
48
23
78
23
2
112
2.5
9810
3.8
150
0.1
2.5
115
7980
3
117
6145
0.2
4
120
2.0
4300
4.0
200
6
123
3045
0.3
10
127
1810
0.5
10
12
130
1410
5.0
250
0.7
15
133
1030
0.8
20
135
2.5
545
6.3
0.9
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts
in
ipm
in
factor %
seconds
O
2
Air
48
23
78
23
.075
112
0.100
400
0.150
150
0.1
.105
115
290
.135
117
180
0.2
3/16
120
0.080
155
0.160
200
1/4
123
110
0.3
3/8
127
75
0.5
10
1/2
130
50
0.200
250
0.7
5/8
133
37
0.8
3/4
135
0.100
25
0.250
0.9
Flow rates – lpm/scfh
O
2
Air
Preflow
0 / 0
76 / 161
Cutflow
23 / 48
41 / 87