2 program module tool call – HEIDENHAIN TNC 335 Technical Manual User Manual
Page 315
Advertising
4-218 TNC 360 15 Tool Changer 8/95
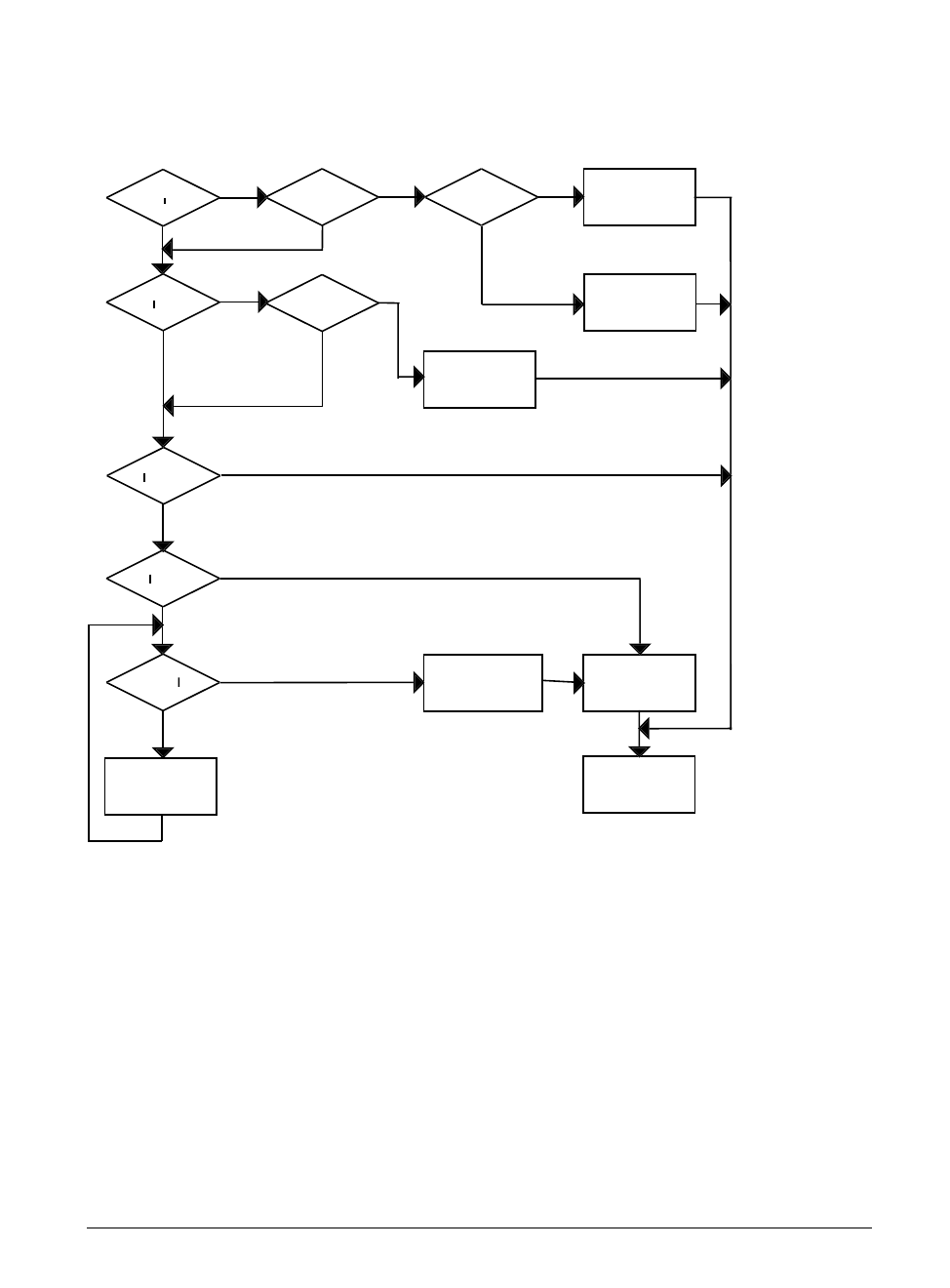
15.3.2 Program module TOOL CALL
Automatic toolchange (main program)
M tool
IN Module
T = 0
P = SPIREG
P = GRE1
GRE1 = 0
STANDBY BACK
Module
No
No
No
No
Yes
Yes
S/N tool out
M-tool in
P = 255
M2093 = 0 P = 255
Another TOOL CALL
strobe follows
Clear spindle S/N tool
No
No
M tool
M2093 = 1
M tool
OUT Module
M tool out
S-/N-tool in
Yes
MAN. OUT/IN
Module
M-tool out
M-tool in
Another
TOOL CALL
Yes
strobe follows
No
Yes
Yes
No
Tool already in changing arm
Unload GRE1
Fetch tool to GRE1
STANDBY Module
CHANGE
Module
TOOL CALL
feedback
S-/N-tool out
S-/N-tool in
Tool already
Yes Yes
M tool
in spindle
Advertising