Circular path g06 with tangential connection, 4 p a th cont ours—car te sian coor dinat e s – HEIDENHAIN TNC 620 (73498x-01) ISO programming User Manual
Page 181
HEIDENHAIN TNC 620
181
6.4 P
a
th cont
ours—Car
te
sian coor
dinat
e
s
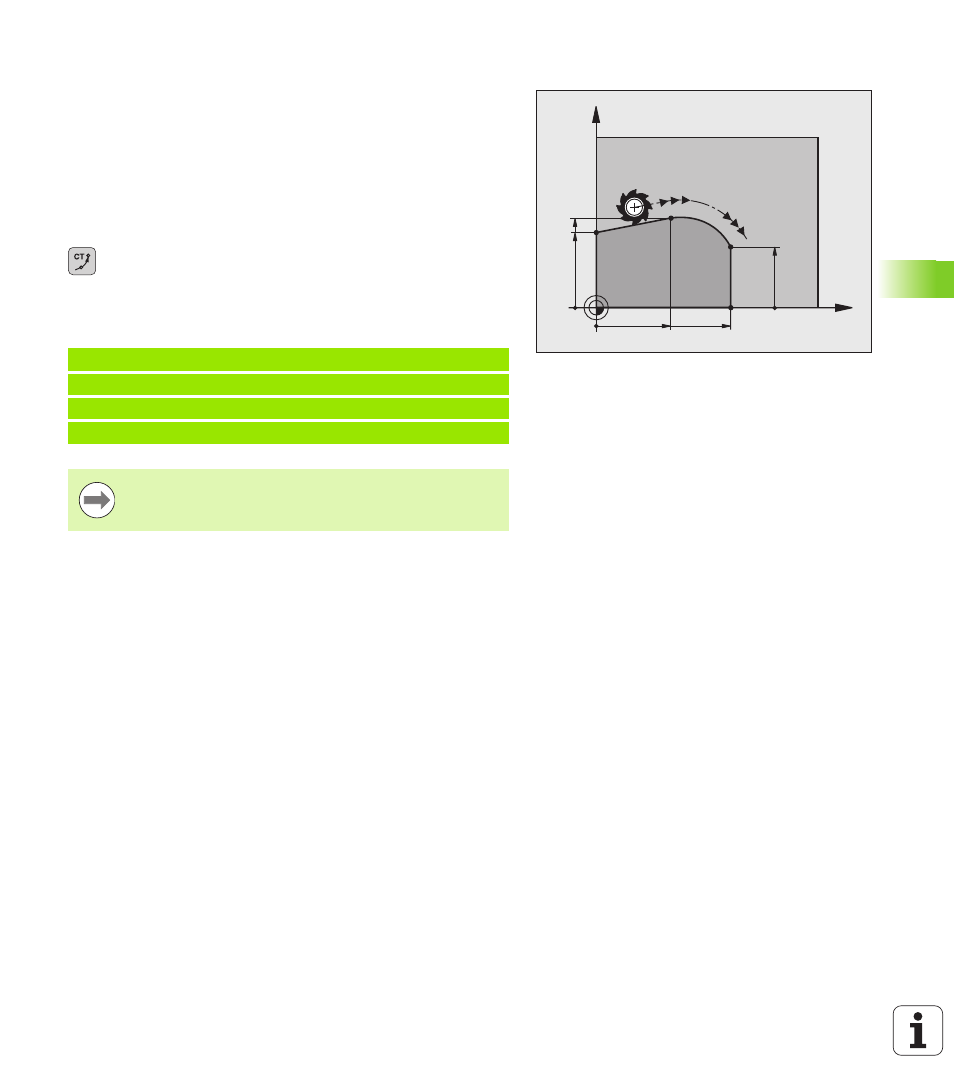
Circular path G06 with tangential connection
The tool moves on an arc that starts tangentially to the previously
programmed contour element.
A transition between two contour elements is called tangential when
there is no kink or corner at the intersection between the two
contours—the transition is smooth.
The contour element to which the tangential arc connects must be
programmed immediately before the G06 block. This requires at least
two positioning blocks.
U
Coordinates
of the arc end point, and if necessary:
U
Feed rate F
U
Miscellaneous function M
Example NC blocks
X
Y
25
45
25
30
20
N70 G01 G41 X+0 Y+25 F300 M3 *
N80 X+25 Y+30 *
N90 G06 X+45 Y+20 *
G01 Y+0 *
A tangential arc is a two-dimensional operation: the
coordinates in the G06 block and in the contour element
preceding it must be in the same plane of the arc!