12 programming examples, Example: ellipse – HEIDENHAIN TNC 620 (73498x-01) ISO programming User Manual
Page 271
HEIDENHAIN TNC 620
271
8.12 Pr
ogr
amming examples
8.12 Programming examples
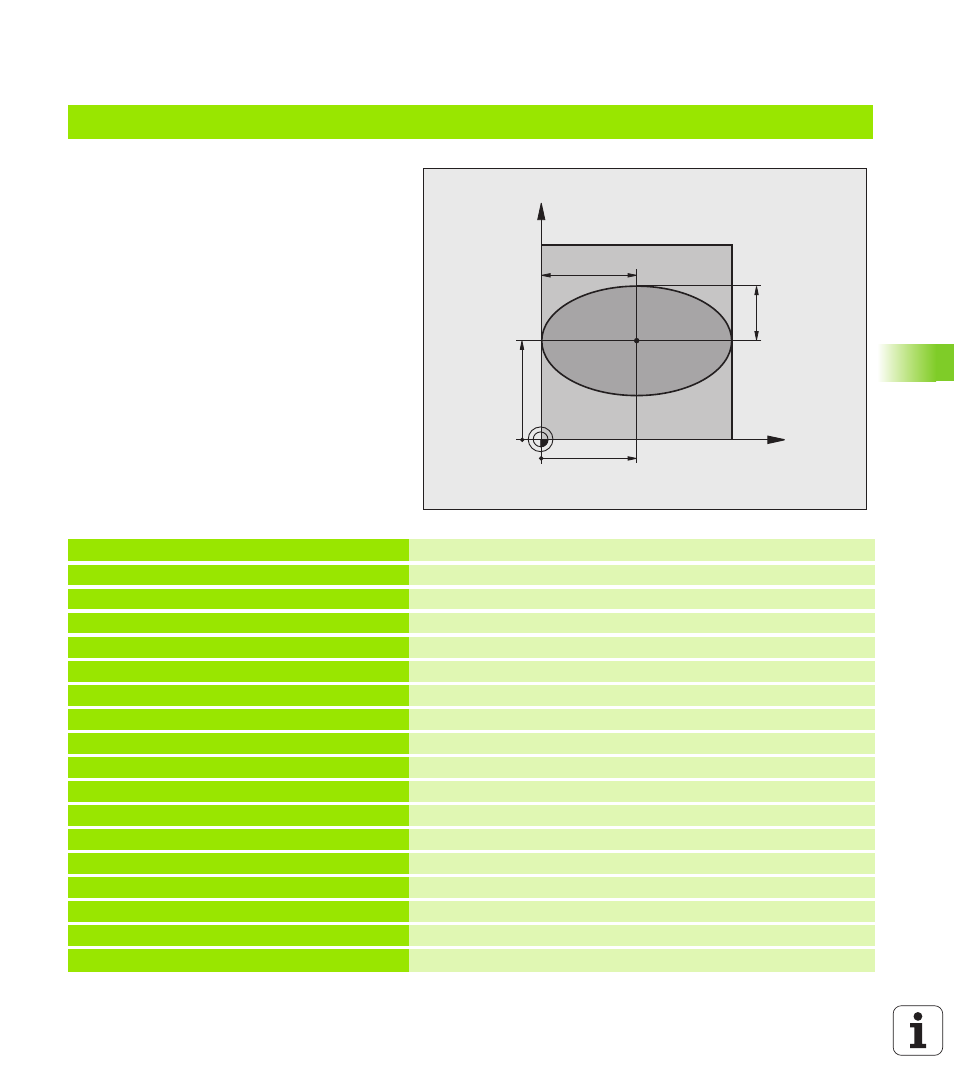
Example: Ellipse
Program sequence
The contour of the ellipse is approximated by
many short lines (defined in Q7). The more
calculation steps you define for the lines, the
smoother the curve becomes.
The machining direction can be altered by
changing the entries for the starting and end
angles in the plane:
Clockwise machining direction:
starting angle > end angle
Counterclockwise machining direction:
starting angle < end angle
The tool radius is not taken into account.
%ELLIPSE G71 *
N10 D00 Q1 P01 +50 *
Center in X axis
N20 D00 Q2 P01 +50 *
Center in Y axis
N30 D00 Q3 P01 +50 *
Semiaxis in X
N40 D00 Q4 P01 +30 *
Semiaxis in Y
N50 D00 Q5 P01 +0 *
Starting angle in the plane
N60 D00 Q6 P01 +360 *
End angle in the plane
N70 D00 Q7 P01 +40 *
Number of calculation steps
N80 D00 Q8 P01 +30 *
Rotational position of the ellipse
N90 D00 Q9 P01 +5 *
Milling depth
N100 D00 Q10 P01 +100 *
Feed rate for plunging
N110 D00 Q11 P01 +350 *
Feed rate for milling
N120 D00 Q12 P01 +2 *
Set-up clearance for pre-positioning
N130 G30 G17 X+0 Y+0 Z-20 *
Definition of workpiece blank
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Tool call
N160 G00 G40 G90 Z+250 *
Retract the tool
N170 L10.0 *
Call machining operation
X
Y
50
50
30
50