3 miscellaneous functions for coordinate data – HEIDENHAIN TNC 620 (73498x-01) ISO programming User Manual
Page 280
280
Programming: Miscellaneous functions
9.3 Miscellaneous functions f
o
r coor
dinat
e
data
9.3 Miscellaneous functions for
coordinate data
Programming machine-referenced coordinates:
M91/M92
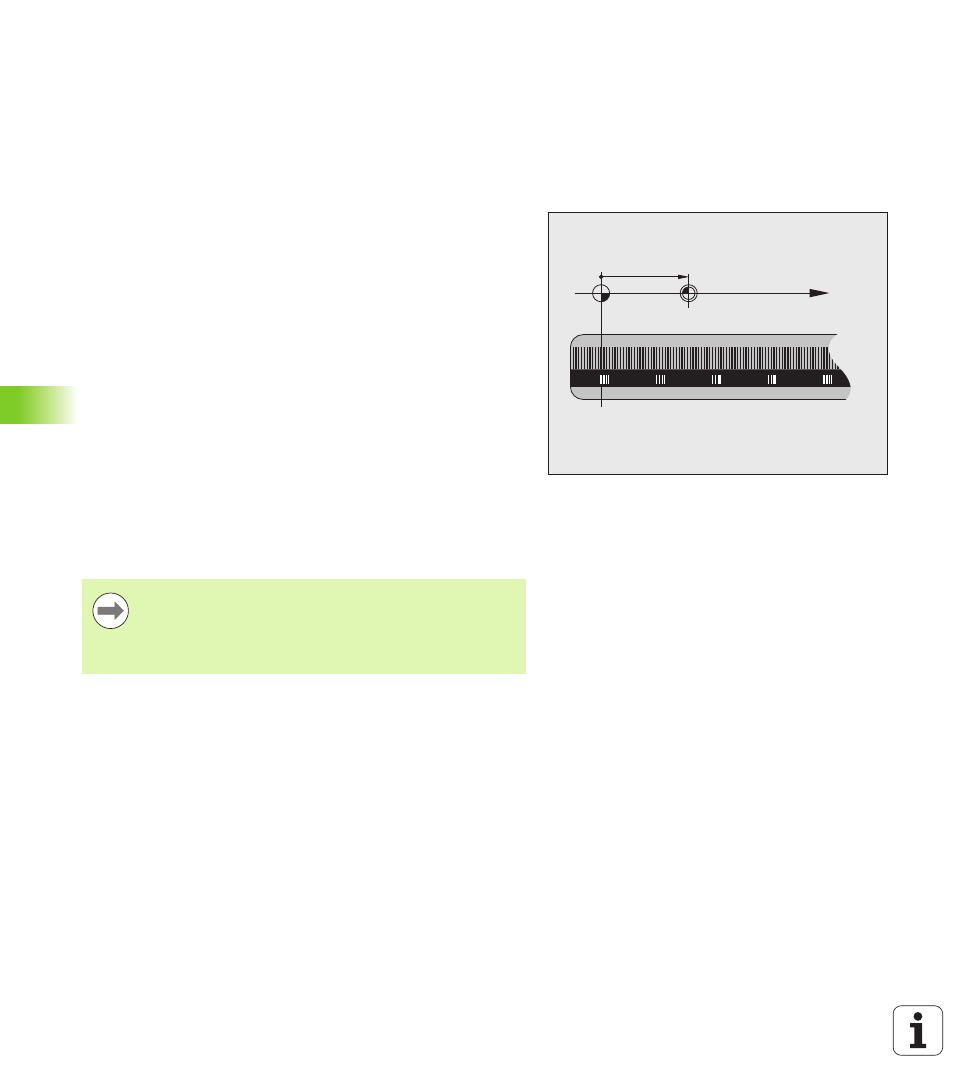
Scale reference point
On the scale, a reference mark indicates the position of the scale
reference point.
Machine datum
The machine datum is required for the following tasks:
Defining the limits of traverse (software limit switches)
Moving to machine-referenced positions (such as tool change
positions)
Setting the workpiece datum
The distance in each axis from the scale reference point to the
machine datum is defined by the machine tool builder in a machine
parameter.
Standard behavior
The TNC references coordinates to the workpiece datum, see "Datum
setting without a 3-D touch probe", page 354.
Behavior with M91—Machine datum
If you want the coordinates in a positioning block to be referenced to
the machine datum, enter M91 in this block.
The coordinate values on the TNC screen are referenced to the
machine datum. Switch the display of coordinates in the status display
to REF (see "Status displays", page 61).
X (Z,Y)
X
MP
If you program incremental coordinates in an M91 block,
enter them with respect to the last programmed M91
position. If no M91 position is programmed in the active
NC program, then the coordinates refer to the current tool
position.