Mild steel, Plasma / air shield 260 a, Metric – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 160: English, Marking
OperatiOn
4-54
HPR800XD Auto Gas –
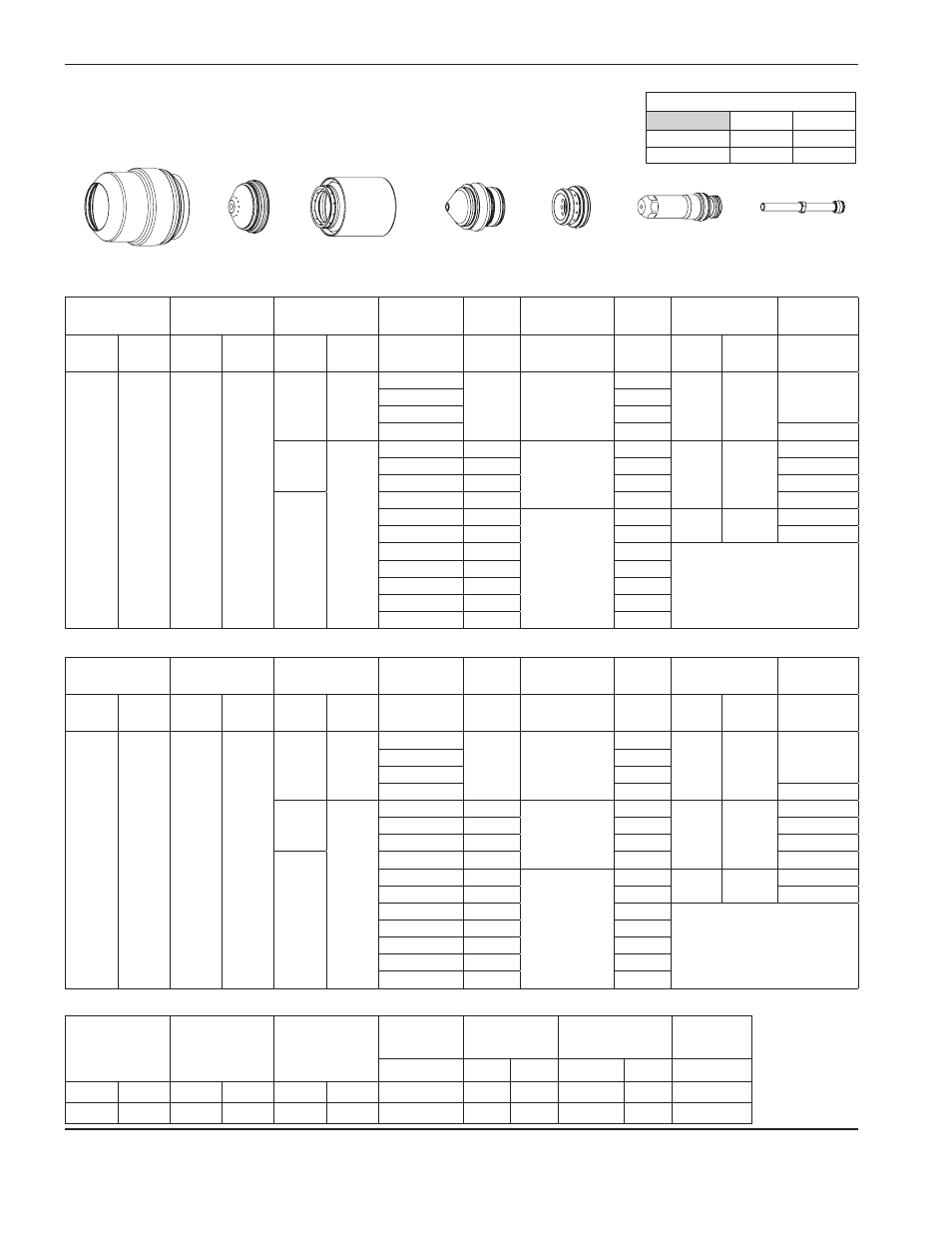
806500
Mild steel
O
2
Plasma / Air Shield
260 A
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
Volts
mm
mm/m
mm Factor % Seconds
O
2
Air
22
49
76
46
6
150
2.8
6500
8.5
300
0.3
8
5470
10
4440
12
3850
0.4
80
49
15
155
3.6
3130
9.0
250
0.5
20
159
2170
0.6
22
166
1930
0.7
84
25
171
1685
0.8
28
170
4.8
1445
9.5
200
0.9
32
172
1135
1.0
38
174
895
Edge start
44
185
580
50
188
405
58
193
290
64
202
195
Metric
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
Volts
in
ipm
in
Factor % Seconds
O
2
Air
22
49
76
46
1/4
150
0.11
245
0.33
300
0.3
5/16
215
3/8
180
1/2
145
0.4
80
49
5/8
155
0.14
115
0.35
250
0.5
3/4
159
90
0.6
7/8
166
75
0.7
84
1
171
65
0.8
1-1/8
170
0.19
55
0.38
200
0.9
1-1/4
172
45
1.0
1-1/2
174
35
Edge start
1-3/4
185
22
2
188
15
2-1/4
193
12
2-1/2
202
8
English
Flow rates – lpm/scfh
O
2
Air
Preflow
0 / 0
130 / 275
Cutflow
42 / 88 104 / 220
220764
220637
220760
220436
220439
220340
220435
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
10
10
10
10
18
2.5
0.10
6350
250
135
Ar
Air
30
20
30
20
24
3.0
0.12
2540
100
68