Aluminum, Plasma / n, Shield 600 a – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 213: Metric marking, English
OperatiOn
HPR800XD Auto Gas –
806500
4-107
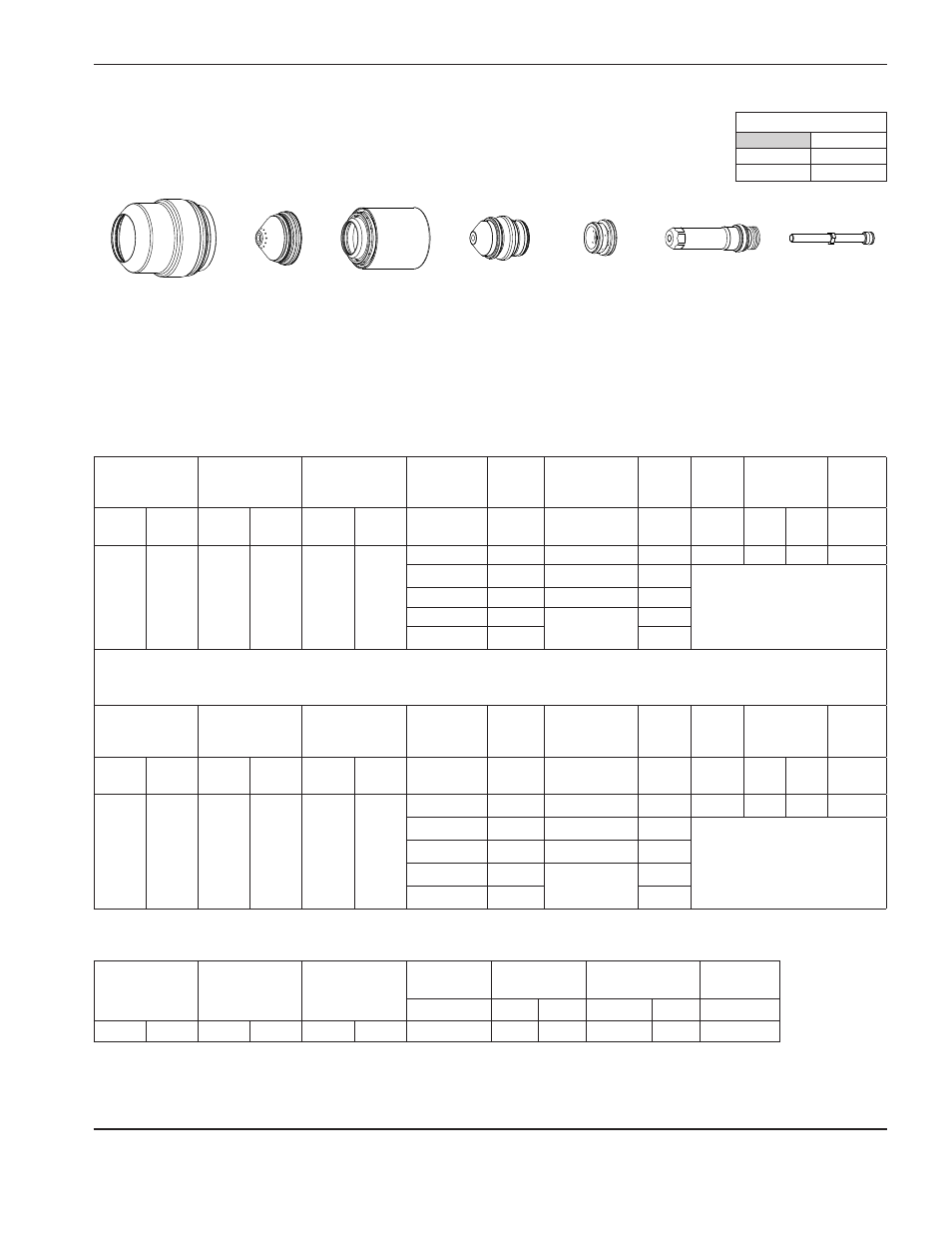
Aluminum
N
2
Plasma / N
2
Shield
600 A
220707
220637
220709
220885
220405
220859
220571
Metric
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
30
10
60
35
24
1.8
0.07
1270
50
81
Note: Pierce complete must be turned OFF for all 600 A processes.
Flow rates – lpm/scfh
N
2
Preflow
110 / 232
Cutflow
167 / 353
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Transfer
Height
Initial Pierce
Height
Pierce
Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
Volts
mm
mm/m
mm
mm Factor
% Seconds
N
2
N
2
43
13
50
34
40
185
9.5
1448
19.1
25.4 266
2.0
45
196
12.7
1248
Edge start
50
195
10.2
1048
60
209
12.7
832
80
212
600
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Transfer
Height
Initial Pierce
Height
Pierce
Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
Volts
in
ipm
in
in Factor
% Seconds
N
2
N
2
43
13
50
34
1-1/2
185
0.375
60
0.75
1.0
266
2.0
1-3/4
196
0.500
50
Edge start
2.0
195
0.400
40
2-1/2
209
0.500
30
3.0
212
26