Mild steel, Plasma / air shield 400 a, Metric – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 164: Marking, English
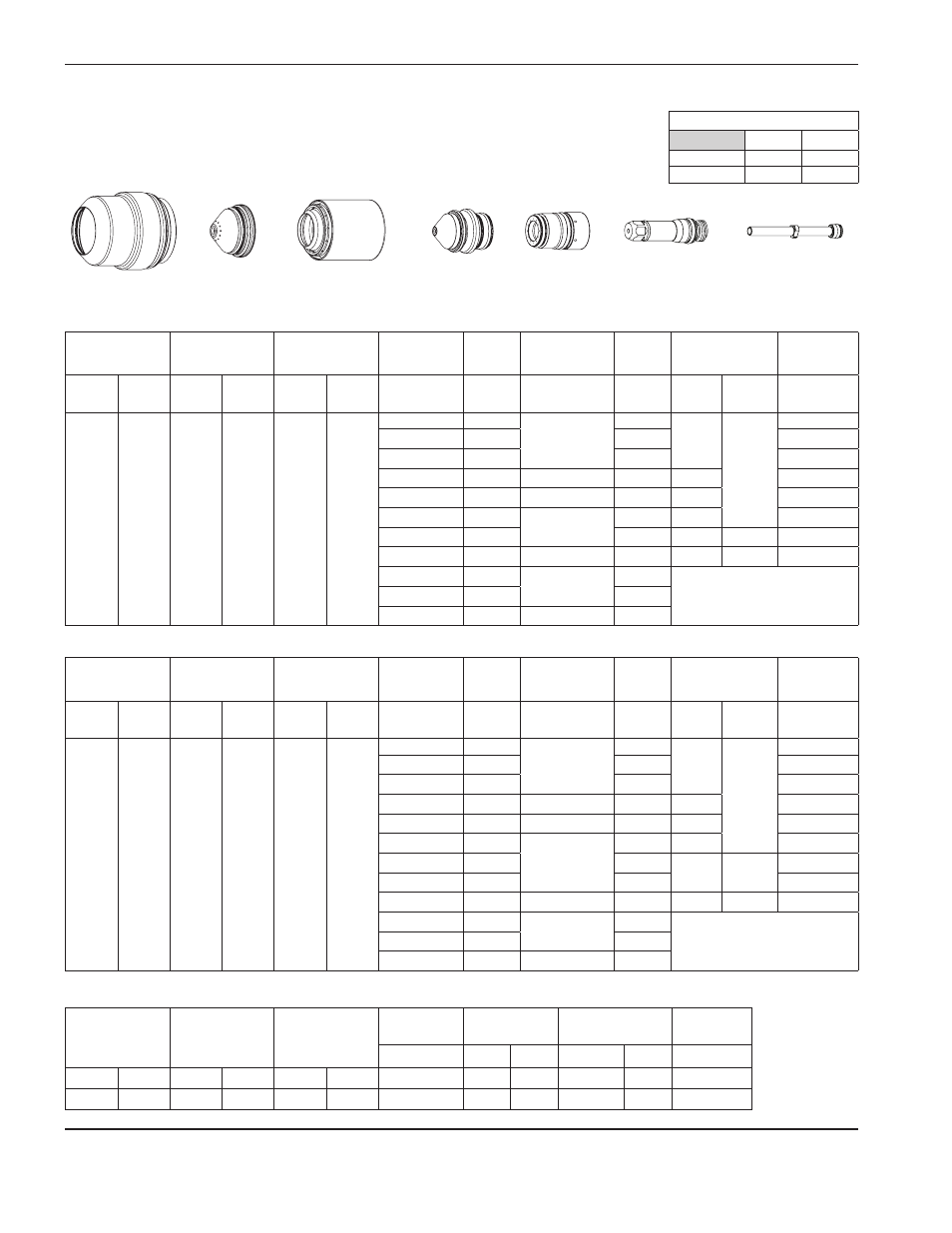
OperatiOn
4-58
HPR800XD Auto Gas –
806500
Mild steel
O
2
Plasma / Air Shield
400 A
220636
220637
220629
220635
220631
220632
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
Volts
mm
mm/m
mm Factor % Seconds
O
2
Air
24
50
60
50
12
139
3.6
4430
7.2
200
0.4
15
142
3950
0.5
20
146
2805
0.7
22
148
3.8
2540
7.6
0.8
25
150
4.0
2210
8.0
0.9
30
153
4.6
1790
9.2
1.1
40
158
1160
11.5
250
1.9
50
167
5.3
795
19.1
360
5.2
60
173
6.4
580
Edge start
70
183
380
80
197
7.9
180
Metric
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
10
10
10
10
22
2.5
0.10
1270
50
123
Ar
Air
20
10
30
10
25
3.0
0.12
1270
50
55
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
Volts
in
ipm
in
Factor % Seconds
O
2
Air
24
50
60
50
1/2
140
0.14
170
0.28
200
0.4
5/8
143
150
0.5
3/4
145
115
0.6
7/8
148
0.15
100
0.30
0.8
1
151
0.16
85
0.32
0.9
1-1/4
153
0.18
65
0.36
1.2
1-1/2
157
48
0.45
250
1.6
1-3/4
160
40
2.5
2
168
0.21
30
0.75
360
5.5
2-1/4
171
0.25
25
Edge start
2-1/2
175
20
3
193
0.31
10
English
220571
Flow rates – lpm/scfh
O
2
Air
Preflow
0 / 0
190 / 400
Cutflow
66 / 140 137 / 290