Stainless steel, H35 plasma / n, Shield 400 a – Hypertherm HPR800XD Auto Gas Rev.2 User Manual
Page 187: Metric, English, Marking
OperatiOn
HPR800XD Auto Gas –
806500
4-81
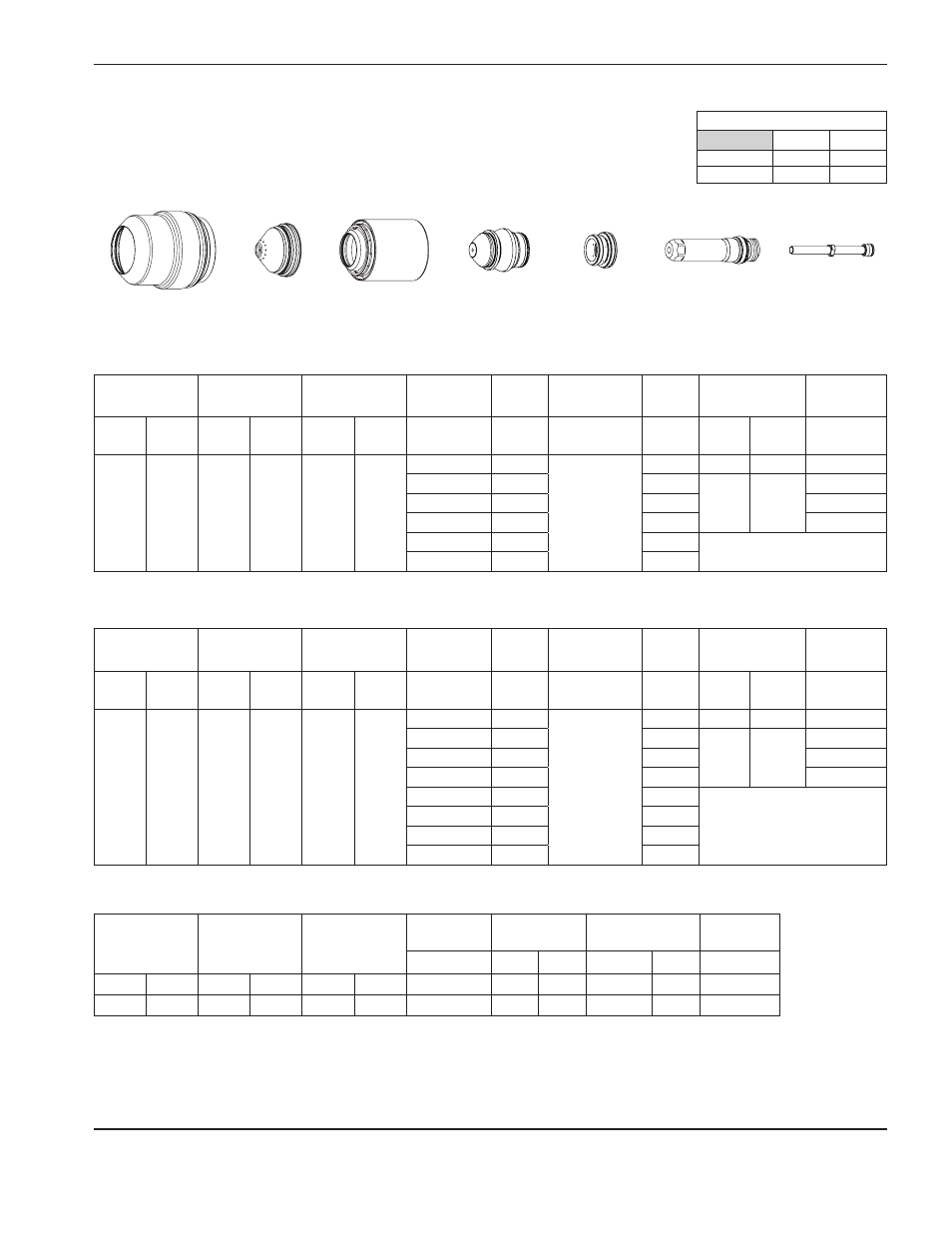
Stainless steel
H35 Plasma / N
2
Shield
400 A
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
Volts
mm
mm/m
mm Factor % Seconds
H35
N
2
30
45
86
45
20
180
9.0
1100
14.5
150
0.7
25
181
905
19.0
210
1.0
30
184
800
1.5
40
186
600
2.0
50
192
400
Edge start
60
198
280
Metric
Select
Gases
Set
Preflow
Set
Cutflow
Material
thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
Volts
in
ipm
in
Factor % Seconds
H35
N
2
30
45
86
45
3/4
180
0.35
45
0.53
150
0.7
1
181
35
0.75
210
1.0
1-1/4
184
30
1.5
1-1/2
186
25
2.0
1-3/4
189
20
Edge start
2
192
15
2-1/4
198
12
2-1/2
202
10
English
220707
220637
220709
220712
220405
220708
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/m
ipm
Volts
N
2
N
2
10
10
10
10
22
2.5
0.10
1270
50
94
Ar
N
2
30
10
30
10
24
3.0
0.12
2540
100
50
220571
Flow rates – lpm/scfh
H35
N
2
Preflow
0 / 0
189 / 400
Cutflow
86 / 182 123 / 260